Threaded Inserts for 3D Prints - Cheap VS Expensive
Almost a year ago I released a very popular video on threaded inserts for 3D prints on which I got a ton of suggestions and comments. One of them was that I used for my tests a type of threaded insert that I found on my local eBay which looks quite a bit different than the typical ones that you find on AliExpress or also on Amazon. Despite the different look, do they really perform differently and how easy are they to use? This is something I tried to find out for this video. Did you also already try one of these types of inserts then let us know your experience down in the comments! For the last test I also used M5 threaded inserts, whereas it seemed that most of you rather put M3 inserts in your 3D prints, so I purchased similar M3 threaded inserts as last time from the same eBay shop. I also purchased a set of these brass inserts on Amazon, that probably are rather used in injection molding. I also was bombarded with ads for these Ruthex threaded inserts on Instagram lately, that claim that they are especially designed for 3D printing, so I also bought a bag of those on Amazon. Not a sponsor by the way. They do look kind of nice though I think that rather than being specifically designed for 3D printing, those are just some proper heat seat inserts but we’ll find out how they perform! Links to all of those are down in the description by the way.

If we compare prices there is rather a difference there. The cheap ones sell for a good 3 bucks for 100 which makes them 3 cents each. The Ruthex ones cost 8.99€ for 50 which is 18 cents a piece and the ones similar to last time sell for 12.45€ for 50 which is 25 cents apiece! I selected the sizes so that parts responsible for later grabbing into the plastic were roughly equally long. In term of shape, the more expensive ones are kind of similar and both feature a flange with a chamfer that really helps when putting them into place before they are inserted. The cheap one doesn’t have such a feature which makes the mounting process quite a bit more challenging. Other than that, it only has vertical knurling which is good for the torque-out strength but probably bad for pull out resistance. The ones that I purchased from eBay have horizontal and vertical knurling and the Ruthex ones even have this diagonal and opposing pattern on the outside.
We’ll be testing the torque-out strength, which is the resistance against a rotational load and the pull-out resistance which is an axial force. Since I was also curious how my usual method for screwing parts together works in comparison, I also printed samples with slightly undersized holes in which I just directly screwed the M3 screws.
The Ruthex fortunately come with a manual on the packing which tells you the size of the hole you need to print, for the other ones I had to make a guess using the external geometry. In the end I used 4.0mm holes for the Ruthex, 4.1mm holes for the eBay inserts and 4.5 for the injection molding parts.
At this point a short excursion why your 3D printed holes always turn out too small. So as you probably all know, if you’re printing holes, they usually turn out smaller as they really should be. In my case, if I want to have a 4.0mm hole for the insert, I need to model it a little bigger in CAD. Assuming that your steps/mm and your extrusion multiplier are dialed in right, there are a couple of reasons why the holes are smaller. First: The material shrinks during cooling and causes dimensions to get smaller. Second: The triangulation of the part. So when you export an STL from Fusion 360 you can chose the quality and this refers to the amount of triangles that are created. During triangulation of a hole the points of the triangles are placed on the circumference but the triangles themselves overlap inside which causes shrinking of the inner diameter. The less triangles, the more severe. There are even more reasons for the shrinking effect and if you’re interested, read the blogpost of Nophead, that he wrote in 2011. Anyways, what I simply did was, that I printed sample strips with diameters from 4 to 5mm in 0.1mm increments and then tested the effective diameter by just using a drillbit as a gauge. For my Original Prusa and the Prusament I printed with, the error was 0.1mm, so a 4.0mm hole had to be 4.1mm in CAD.

For the Torque-Out tests I printed these test parts with all 4 different hole sizes where we later apply a torque until something fails. The hole in which I just screwed in a M3 bolt was 2.7mm which is roughly the standard value that I tend to use for my designs. For the pull-out tests, I printed these small plates which always only feature one hole for a threaded insert or directly the screw. This time all parts were also printed with 100% infill, because last time, not the inserts failed, but the test specimens gave way. I used Prusament PLA and printed all parts on my Original Prusa i3 Mk2.5 at a layer height of 0.15mm.
Putting the threaded inserts into your parts is pretty simple. I just used my temperature-controlled soldering iron, heated it up to 210°C and then slowly pressed the brass parts in, with only minimum force. The inserts with the chamfer were way easier to push in and also didn’t end up with curled up material at their ends whereas the cheap inserts were basically blocked at the end. So definitely a point for spending a bit more money.
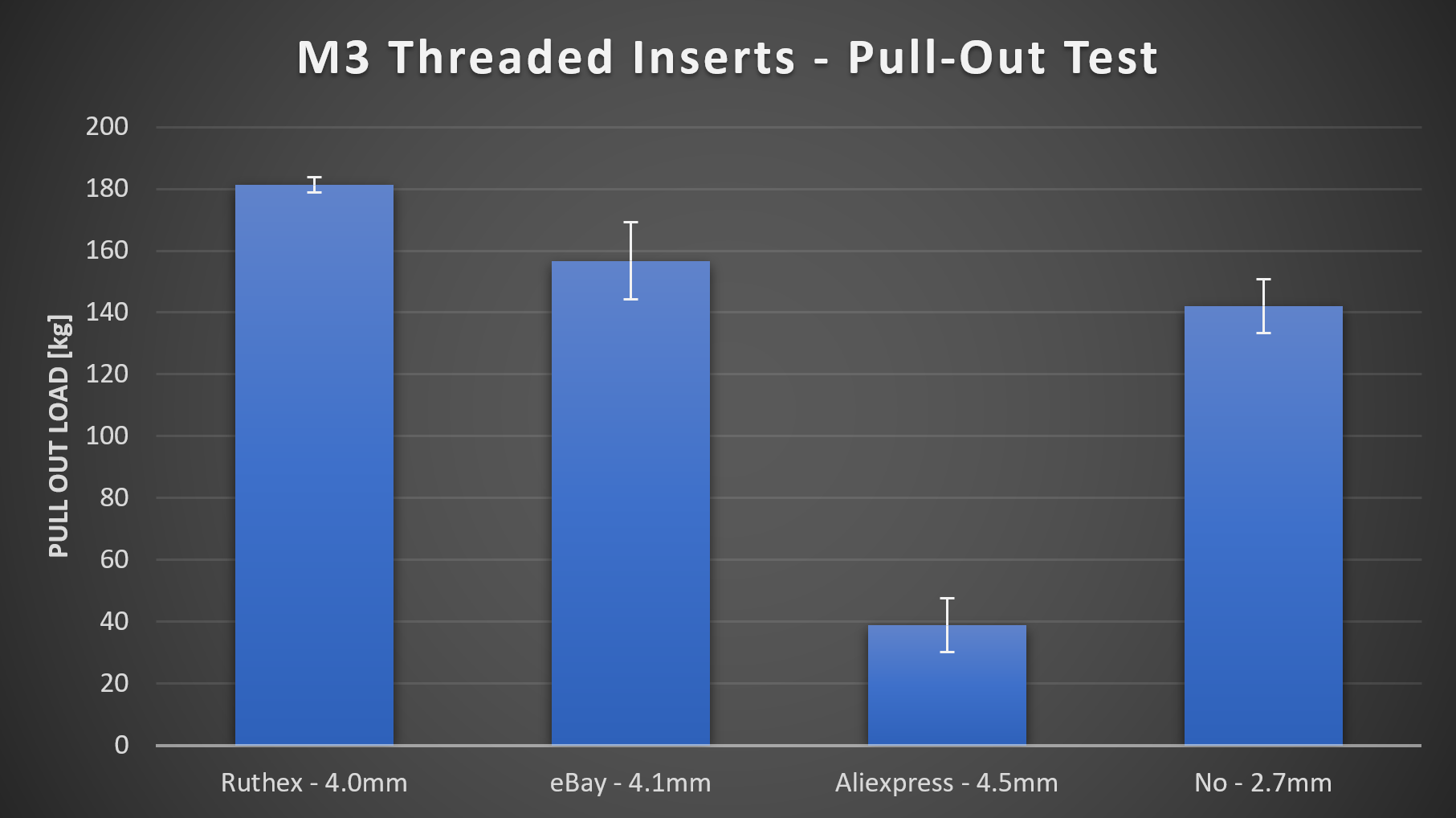
Let’s start with the pull-out test that I performed on my DIY universal test machine. Our sample is put in the lower holder. An M3 bolt then connects the upper holder to the sample that will then slowly try to pull out the brass insert. This is how that looked for the Ruthex insert… The results were quite consistent and the inserts were vigorously pulled out at 181kg on average. This time, the plastic sample itself didn’t fail. The eBay inserts were a little weaker and ripped out on average at 157kg of load but still an impressively high number. Let’s now get to the cheap injection molding inserts. These seriously disappointed and were easily pulled out at 39kg on average, something lots of you mentioned in the comments of the last video. Finally, we have the samples where we screwed directly into the plastic with a hole that was just slightly undersized. I was quite impressed because they were able to bear 142kg of load on average. That’s almost as much as with the good inserts!
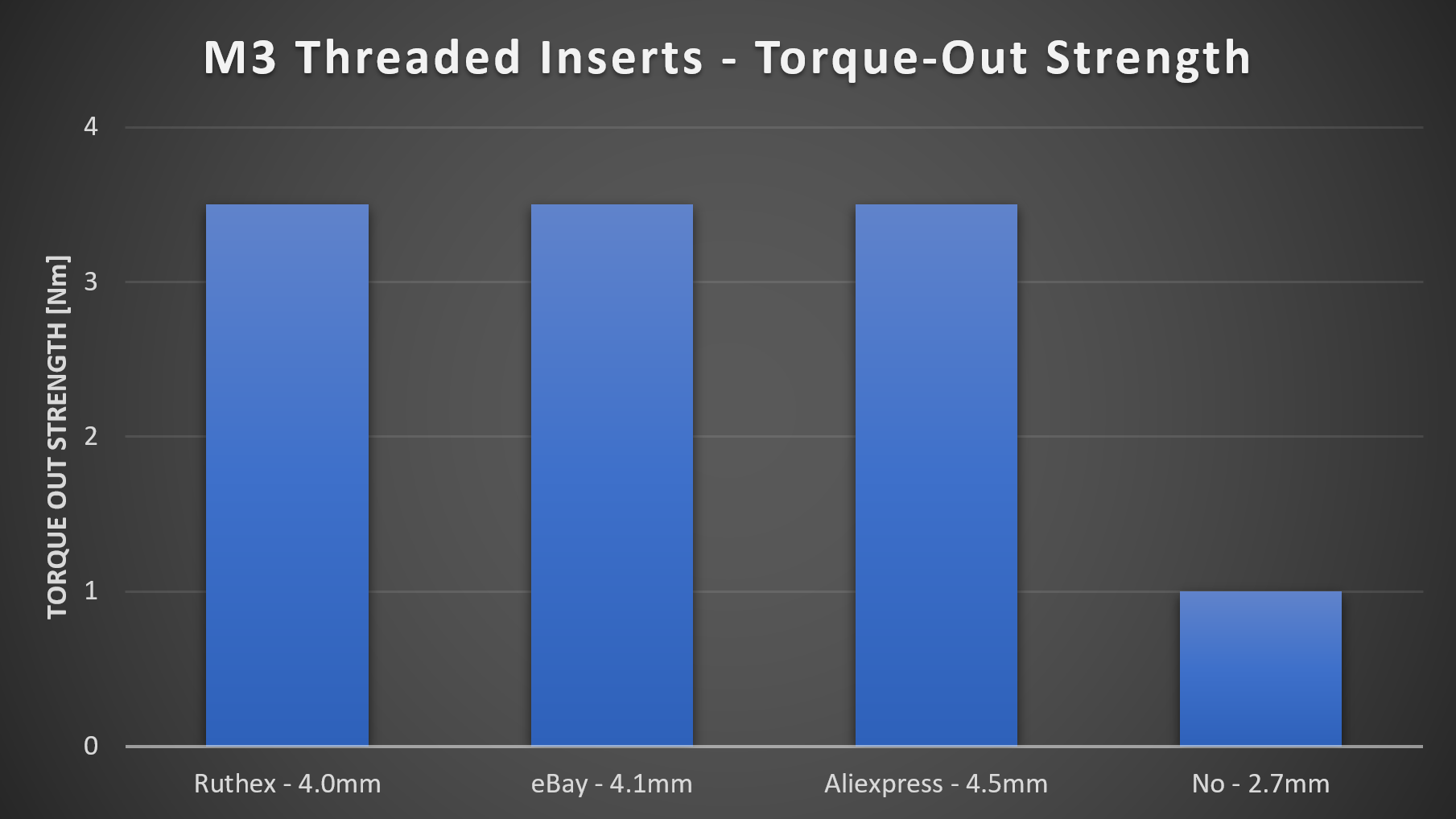
Next, lets continue with the torque out test. Just as last time, I used my trusty torque wrench that that came with my bike and seriously works better than one might expect. I screwed the bolts in place and then slowly loaded them until something gave way. Interestingly all tests for the inserts failed at around 3 to 4Nm of torque, not because the insert ripped from the plastic but the bolt heads sheared off and these are actually quality screws. The parts where we screwed directly into the plastic all failed at around 1Nm of load, as expected, because the plastic failed. PLA is quite a hard and strong material, so out of curiosity I also tried some threaded inserts in softer ASA where some again failed because the head sheared, but our eBay insert, with the shallow knurling started rotating in the plastic. In the end, torque-out doesn’t seem to be a huge issue because the bolt is the weak link, regardless which M3 insert you use, at least with PLA. This is also a bit specific for this small thread size and will probably be different for larger ones.
All right, what have we learned? Which inserts are the best and are the injection molding one’s trash? So, the more expensive inserts definitely won because they are easy to use due to their chamfer and performed also very well regarding torque-out and pull-out. Even though the cheap inserts performed equally in torque-out, they were by a factor of 4 weaker than the expensive ones, when it came to pull out. This sounds bad on first glance but I still think that they are a usable alternative if loads are not too high, because 39kg on an M3 bolt is still quite something. And they still perform the task of not wearing that much if you regularly loosen and tighten that connection. The method, where I directly screwed into plastic impressed once again and is still a viable option if you want to connect something only once. Though you have to pay attention to not overtighten the bolt, because if the threads in the plasctic shear, also the impressive pull out resistance will be gone. But what’s your opinion, now that you know the results? Let me know down in the comments!
💰 Buy threaded inserts and tools:
Ruthex inserts (EU only) (aff): https://geni.us/wzkg
Similar ones on Aliexpress (~8¢ apiece) (aff):
M3 - http://s.click.aliexpress.com/e/3YklOajW
M4 - http://s.click.aliexpress.com/e/EhSWjajQ
M5/M6 - http://s.click.aliexpress.com/e/npG5PrJS
"eBay" inserts: https://geni.us/uEHW
Injection molding inserts set (AMAZON, aff): https://geni.us/DEQIi
Injection molding inserts set (ALIEXPRESS, aff): http://s.click.aliexpress.com/e/SxibviY
Temperature controlled soldering iron (aff): https://geni.us/BLXNHF
📚Papers and further information:
Polyholes: http://hydraraptor.blogspot.com/2011/02/polyholes.html
Hole test gauge: https://www.thingiverse.com/thing:4028341