Tipps & Tricks für Gewindeeinsätze im 3D Druck
Vielen Dank, dass Du Dich dazu entschieden hast hochwertige Gewindeeinsätze für den 3D Druck von uns zu kaufen. Wir haben die letzten Jahre festgestellt, dass sehr viel Interesse am Thema 3D Druck Gewindeeinsätze besteht und deshalb sorgfältig einen Lieferanten ausgewählt, der uns Teile in der von uns geforderten Qualität herstellen kann. Durch den Kauf dieser Inserts kannst Du nicht nur Deine Bauteile aufwerten, sondern unterstützt damit auch unsere Videoproduktion und Forschung auf YouTube!
🛒CNC Kitchen Gewindeeinsätze kaufen🛒
CNCKitchen.store
Amazon.DE
Warum Gewindeeinsätze?
Gewindeeinsätze sehen nicht nur toll in 3D gedruckten Bauteilen aus, sie haben auch einen praktischen Nutzen. Jeder hat schonmal ein Gerät gehabt, welches mit Schrauben zusammengebaut war. Wenn man dies einige Male zerlegt und wieder zusammengebaut hat, merkt man, dass die Schrauben, wenn sie direkt in den Kunststoff eingedreht wurden, nicht mehr halten. Jedes Mal wird dabei der Kunststoff plastisch verformt, was irgendwann dazu führt, dass man nur noch ein ausgefranstes Loch hat, in dem nichts mehr hält. Hier kommen Gewindeeinsätze ins Spiel. Durch das Einschmelzen ins Bauteil werden diese formschlüssig mit dem Kunststoff verbunden und bewegen sich nicht mehr. Die Schrauben werden nun ins haltbare und auch reibungsarme Messing eingedreht und halten somit ewig.
Der Einsatz von Inserts führt auch dazu, dass die Festigkeit der Verbindung erhöht wird, da der Gewindeeinsatz mit mehr Material verbunden ist, also wenn die Schraube direkt in ein kleineres Kunststoffloch gehen würde.
Ein weiterer Punkt ist auch die Zuverlässigkeit der Verbindung. Wird eine Schraube direkt in den Kunststoff gedreht und dabei leicht überdreht, scheren oft direkt die Gewindegänge im Kunststoff ab womit jegliche Festigkeit verloren geht. Inserts in Standardlänge sind im Normalfall so ausgelegt, dass sie mehr Drehmoment aushalten, als im Normalfall für eine Schraubenverbindung benötigt wird und deshalb selten überdreht werden.
Einschmelzen ins Bauteil
Unsere Messinggewindeeinsätze können mit einem handelsüblichen Lötkolben in die Bauteile eingebracht werden. Solltest Du einen regelbaren Lötkolben besitzen hat sich gezeigt, dass die Inserts zuverlässig in die 3D Druck Bauteile eingeschmolzen werden können, wenn Du die Temperatur ca. 10 - 20 °C höher wählst, als Du beim Drucken benutzt. Bei PLA sind dies ca. 225 °C, bei PETG 245 °C und bei ABS 265 °C. Da nicht jedes Material gleich ist, können die Werte leicht variieren. Sollte Dein Lötkolben nicht regelbar sein kannst Du trotzdem Inserts in die Bauteile einschmelzen, musst jedoch vielleicht etwas mehr Vorsicht walten lassen. Oft werden diese etwas heißer, als die von uns empfohlene Temperatur, was zu einer Zersetzung des Kunststoffes führen kann. Achte deshalb darauf, dass du das Insert nicht überhitzt und lieber frühzeitig den Lötkolben wegziehst. Da die Gewindeeinsätze die Wärme speichern, kannst Du diese sonst auch noch den Rest des Weges mit einem Werkzeug wie Schraubendreher oder Pinzette ins Bauteil drücken.
Grundsätzlich solltest Du die Inserts immer nur zu ca. 90% mit der Lötkolbenspitze einschmelzen und den letzten, kurzen Weg mit einem Werkzeug durchführen. Warte dann kurz, bis der Kunststoff wieder fest geworden ist, da die Teile eine Tendenz haben, direkt nach dem Einschmelzen wieder leicht aus dem Bauteil zu wandern. So kannst Du sicherstellen, dass die Gewindeeinsätze immer Plan zur Oberfläche sind.
Solltest Du mit großen Inserts arbeiten (z.B. M5 oder auch dem 1/4”-20 Kameragewinde) kann es sein, dass Du nicht genügend Wärme schnell genug in den Gewindeeinsatz bringst und das Einschmelzen dadurch schwierig wird. Hier kann es sich empfehlen eine möglichst dicke Lötspitze zu verwenden und die Temperatur etwas zu erhöhen. Versuche möglichst viel Kontakt mit dem Insert aufzubauen um den Wäremeübertrag zu verbessern. Hier kann es auch helfen spezielle Lötspitzen für Inserts zu verwenden, die andere Anbieter verkaufen.
Wie für Inserts konstruieren?
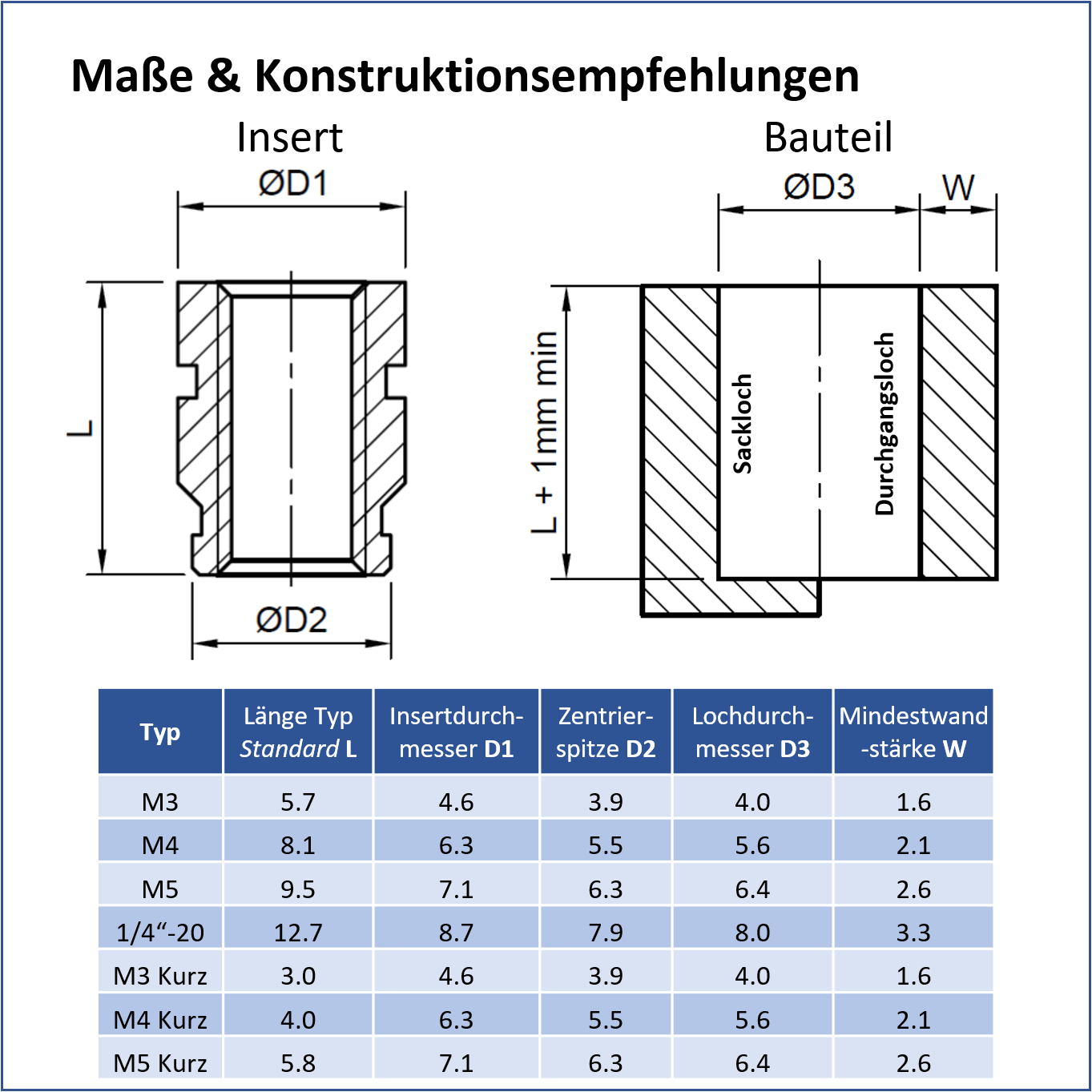
Wenn Du in Deinen Bauteilen Gewindeeinsätze verwenden möchtest dann ist konstruktiv nur auf ein paar wenige Dinge zu achten. Diese Maße sind in der Tabelle neben dem Artikel zusammengefasst und hier kommen noch weitere Tips:
Der Bohrungsdurchmesser muss dem verwendeten Gewindeeinsatz angepasst werden. Er sollte gerade so groß sein, dass sich die Zentrierspitze gut einsetzen lässt und dass nach dem einschmelzen kein Grat unter dem Insert zurück bleibt. Da Löcher in 3D Druck Bauteilen meistens kleiner als im CAD werden, ist weiter unten im Artikel ist ein ein Probekörper verlinkt, mit dem Du in verschiedenen Druckausrichtungen den passenden Durchmesser ermitteln kannst
Ein Sackloch sollte leicht tiefer sein, als das Insert lang ist (ca. 1 mm)
Durchgangslöcher müssen nicht länger als das Insert sein
Um die Festigkeit zu gewähren sollte auf die Mindestwandstärke geachtet werden
Löcher sind gerade (nicht konisch) auszuführen
Im Normalfall wird keine Fase an der Lochkante benötigt
Gewindeeinsätze in Harz-Drucken verwenden
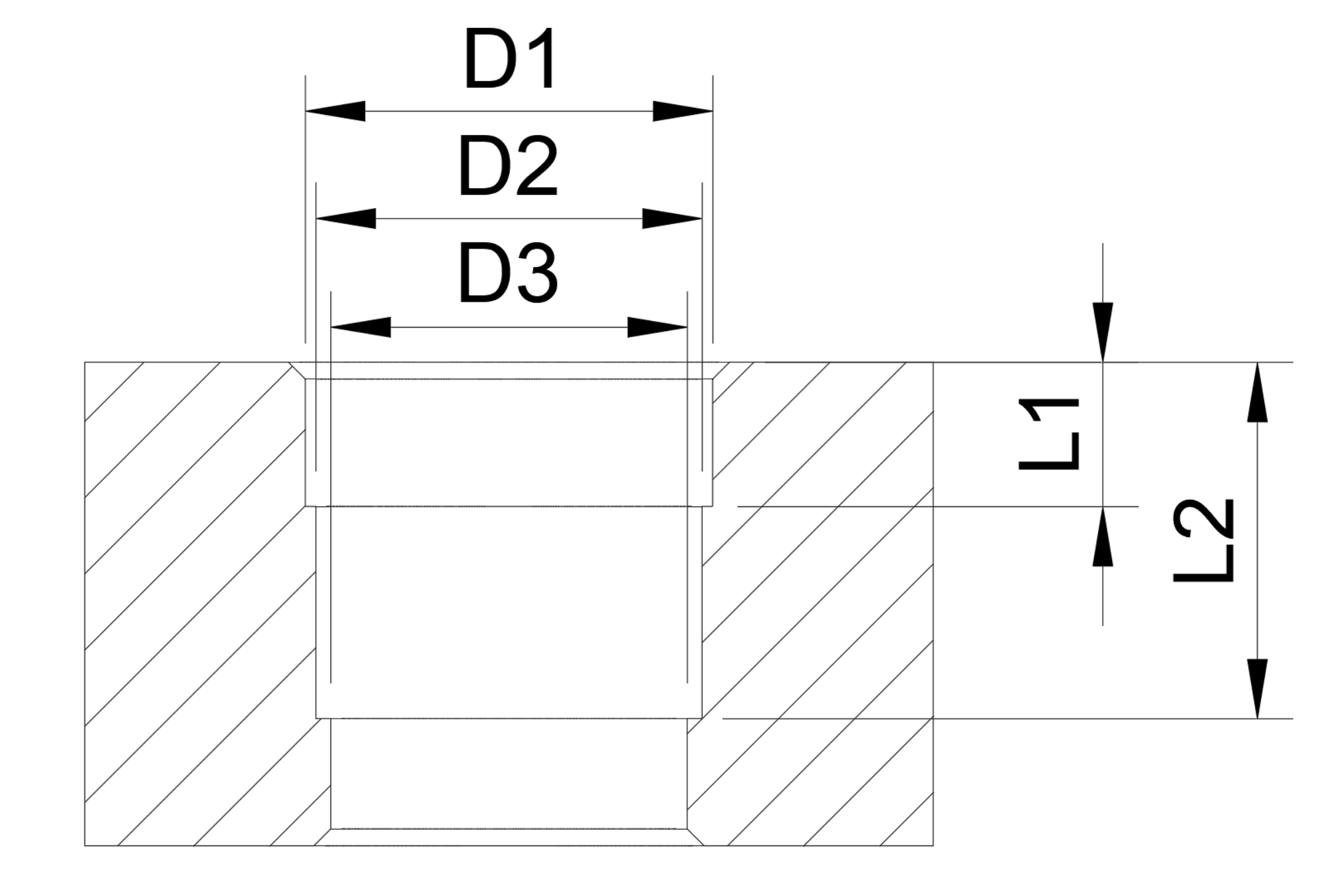
Gestufte Bohrung
Unsere Inserts können auch in Harz-Drucken verwendet werden, jedoch kann man sie nicht in diese einschmelzen und muss sie kleben. Das Verkleben wird am vollständig ausgehärteten Druck durchgeführt. Wir empfehlen zähflüssigen Sekundenkleber dafür zu verwenden, jedoch funktioniert auch 2-Komponenten-Klebstoff. Die Einsätze können in gerade Löcher eingeklebt werden, jedoch empfehlen wir zur einfachen Benutzung und für bessere Festigkeit die Löcher gestuft auszuführen. Schau Dir dazu die Werte in der Tabelle an. Die Inserts sollten mit wenig Kraftaufwand einzupressen sein. Geht es zu schwer, einfach die Maße in Zehntel-Schritten vergrößern:

Für weitere Informationen kannst Du auch folgendes Video ansehen:
Probleme & FAQ
Die großen Inserts lassen sich nur schwer in die Bauteile einsetzen!
Die großen Gewindeeinsätze haben viel Wärmekapazität und genötigen viel Hitze um den Kuststoff zu schmelzen. Verwende leicht höhere Temperaturen und schaue, dass die Lötkolbenspitze gut die Hitze ans Messing abgibt. Zusätzlich gibt es spezielle Lötspitzen, mit denen noch ein besserer Wärmeübergang hergestellt werden kann.
Können die Inserts mit Ultraschall eingesetzt werden?
Ja, die Gewindeeinsätze sind dafür ausgelegt mittels Hitze, sowie Ultraschall in Bauteile eingebracht zu werden.
Kann ich die Inserts in meinen SLA Harz/Resin Bauteile einsetzten?
Ja, das geht! Jedoch müssen diese ins Bauteil geklebt werden. Die Festigkeit wird am Schluss abhängig vom verwendeten Kleber sein. Schau Dir bitte die Anleitung oben an.
Kann ich die Inserts in Material XY verwenden?
Die Inserts sind für quasi alle thermoplastischen Kunststoffe geeignet, das heißt, alle Materialien, die Du auf einen FDM 3D Drucker verwendest.
Meine Gewindeeinsätze sind nicht plan mit der Oberfläche!
Schmelze die Inerts immer nur zu 90% mit dem Lötkolben ein und drücke sie den Rest der Länge mit einem Werzeug ins Bauteil. Halte sie ein paar Sekunden in der Endpositon, bis der Kunstoff wieder abgekühlt ist und fest geworden ist.
Meine Schrauben lassen sich schwer eindrehen, sobald sie das Ende des Gewindeeinsatzes erreicht haben!
Vermutlich war Dein Kernloch zu klein, das Du gedruckt hast und es entstand ein Grat bein einschmelzen. Mach das nächste mal das Loch ein klein wenig größer.
Gibt es die Inserts auch in größeren Gebinden oder anderen Durchmessern?
Schreib’ uns doch einfach eine Nachricht und wir finden sicher eine Lösung!
Ich habe eine weitere Frage!
Kontaktiere uns einfach über das Kontaktformular auf der Webseite.
Inserts kürzen
Manchmal kann es vorkommen, dass die Gewindeeinsätze für deinen Einsatz zu lange sind und Du keine kurzen Inserts von uns zur Hand hast. Gerade die größeren Inserts lassen jedoch gut mit der Metallsäge zwischen den beiden Rändeln trennen, womit Du die Länge fast halbierst. Stelle dann am besten mit einem Senker wieder eine kleine Fase am Gewinde her und schiebe den entstandenen Grat heraus, indem Du von unten eine Schraube eindrehst. Bedenke jedoch dann, dass auch die Festigkeit der Verbindung abnimmt, da nicht mehr so viel Material zur Verfügung steht.



CAD
Wenn Du unsere Inserts direkt in Dein CAD einbauen möchtest, findest Du hier STP sowie STL Daten.

AUF PRINTABLES.COM HERUNTERLADEN
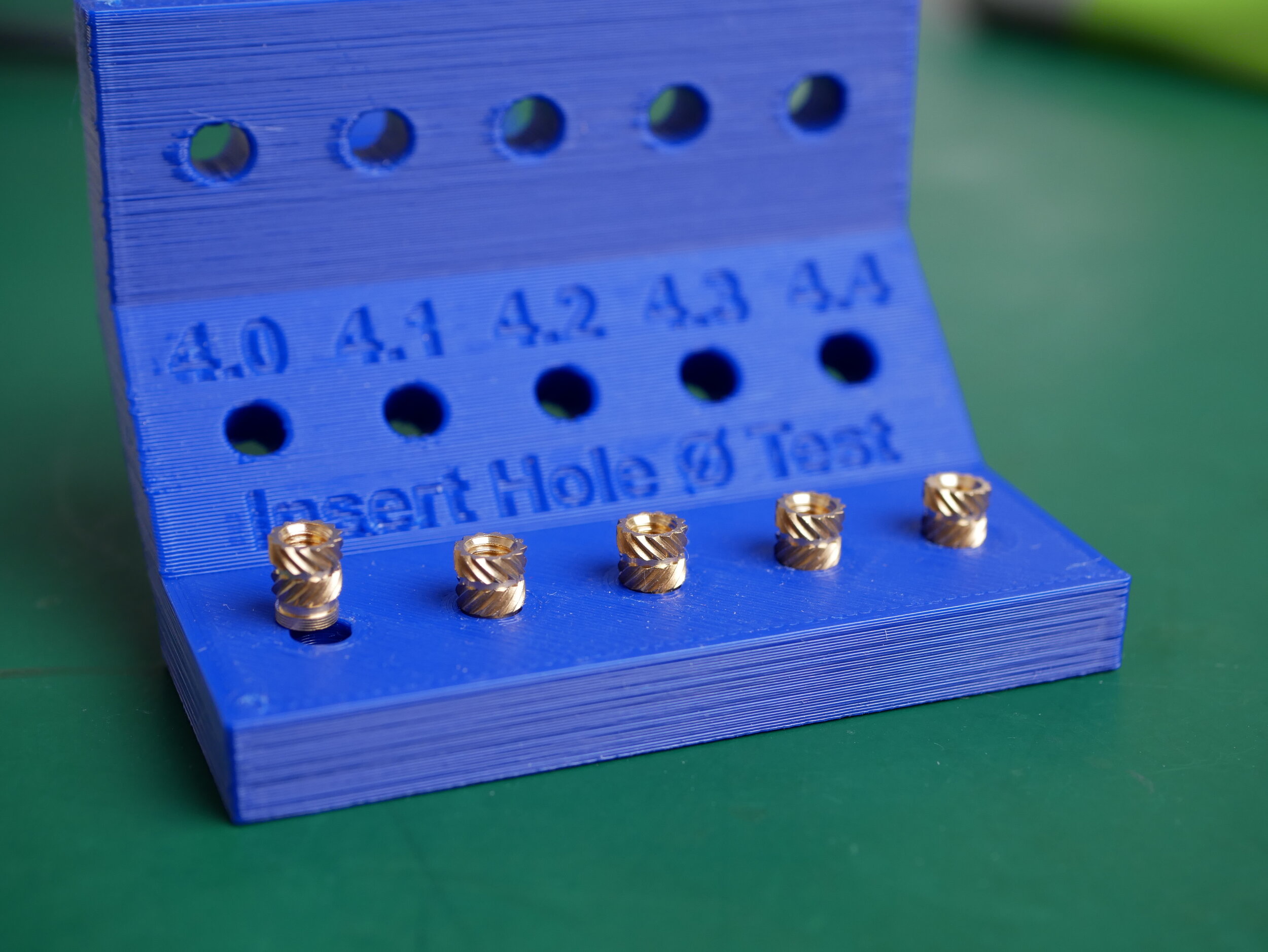
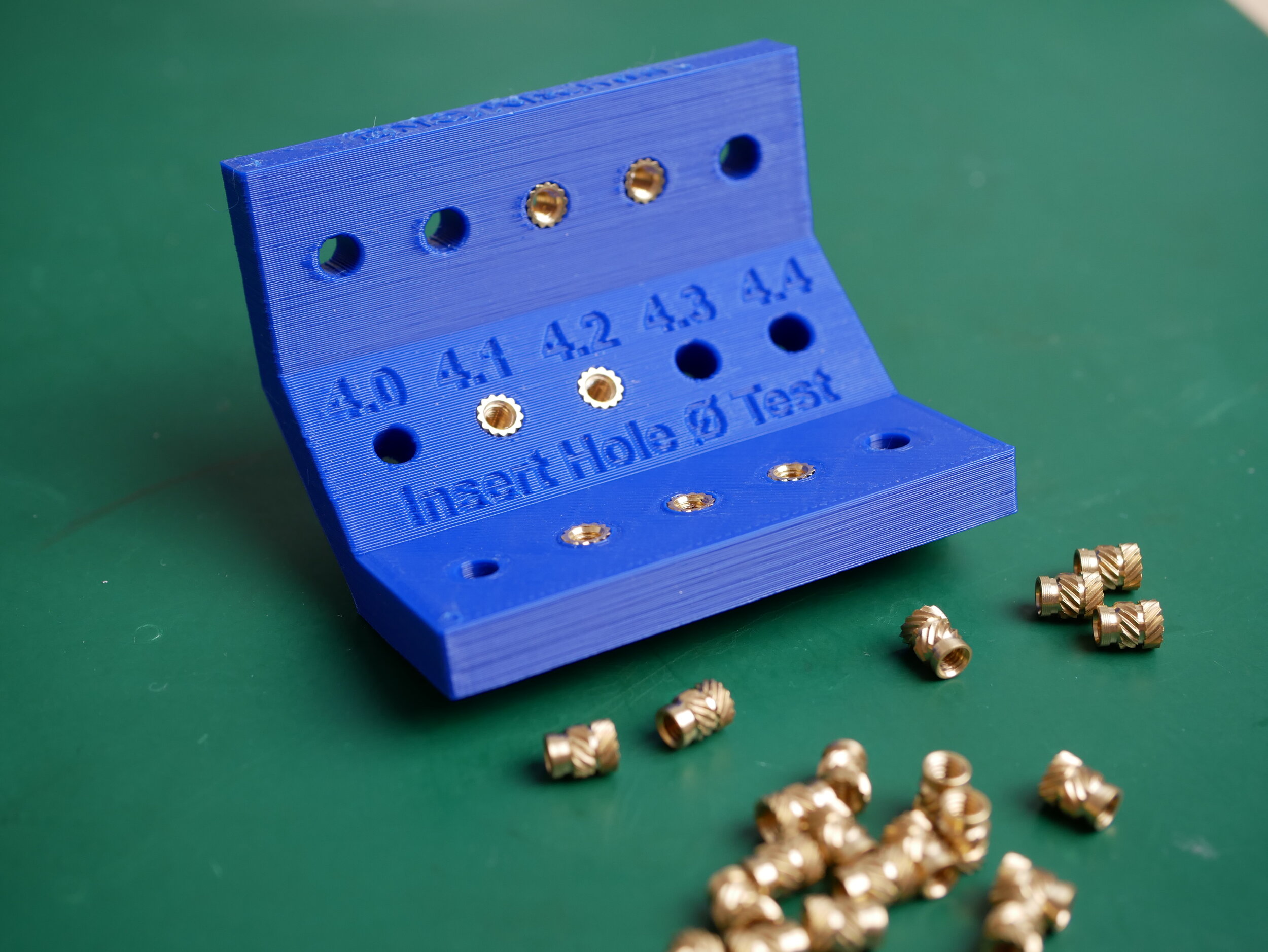
Testbauteil für optimalen Lochdurchmesser
Um herauszufinden welche Durchmesser Du im CAD konstruieren solltest um unsere Inserts optimal in Deine Drucke einzuschmelzen haben wir Testteile konstruiert. Einflussfaktoren wie die Triangulierung deiner Bauteile, Genauigkeit Deines Drucker, Über- und Unterextrusion können die Maßhaltigkeit Deiner Bauteile beeinflussen und dazu führen, dass Bohrungen die Du für unsere Inserts konstruerit hast, zu eng oder zu lose sind. Um die optimale EInstellung zu finden, drucke deshalb die Testbauteile mit dem gleichen Material, das Du auch später einsetzten möchtest und verwende auch möglichst die selben Einstellung für Wandstärken und Infill.
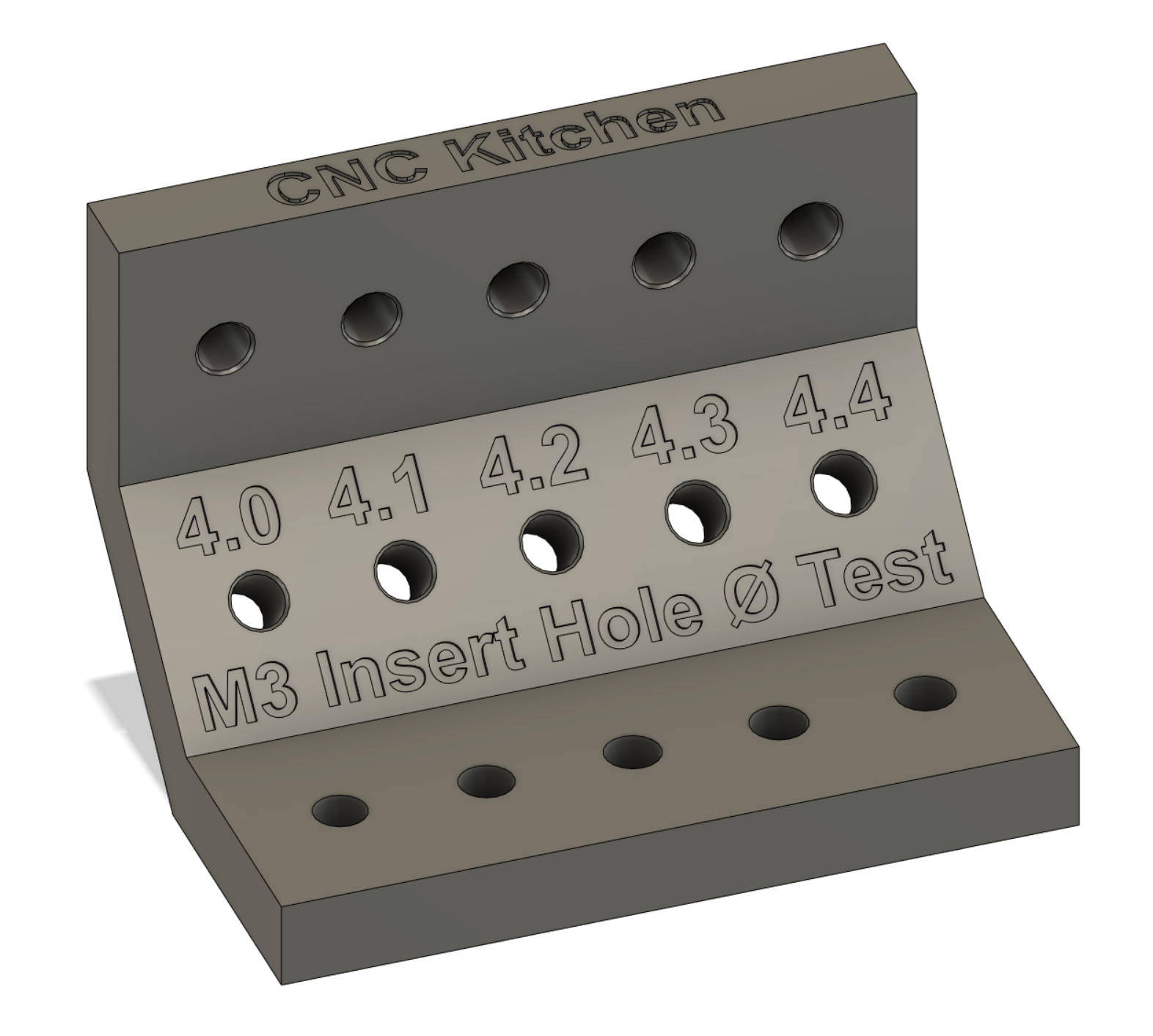
Gehe jetzt vom kleinsten zum größten Durchmesser. Das Loch sollte so groß sein, dass Du das Insert leicht mit der Zentrierspitze zuerst platzieren kannst. Schmelze den Einsatz nun ein und schau Dir die Rückseite des Bauteils an. Sollte ein leichter Grat mitgeschoben worden sein, ist das Loch vermutlich noch zu klein. Schmelze den nächsten Durchmesserschritt auch noch ein und schau’ Dir an, ob das Ergebnis besser ist. Im besten Fall wird kein Material mitgeschoben, welches Die Schraube blockieren könnte.


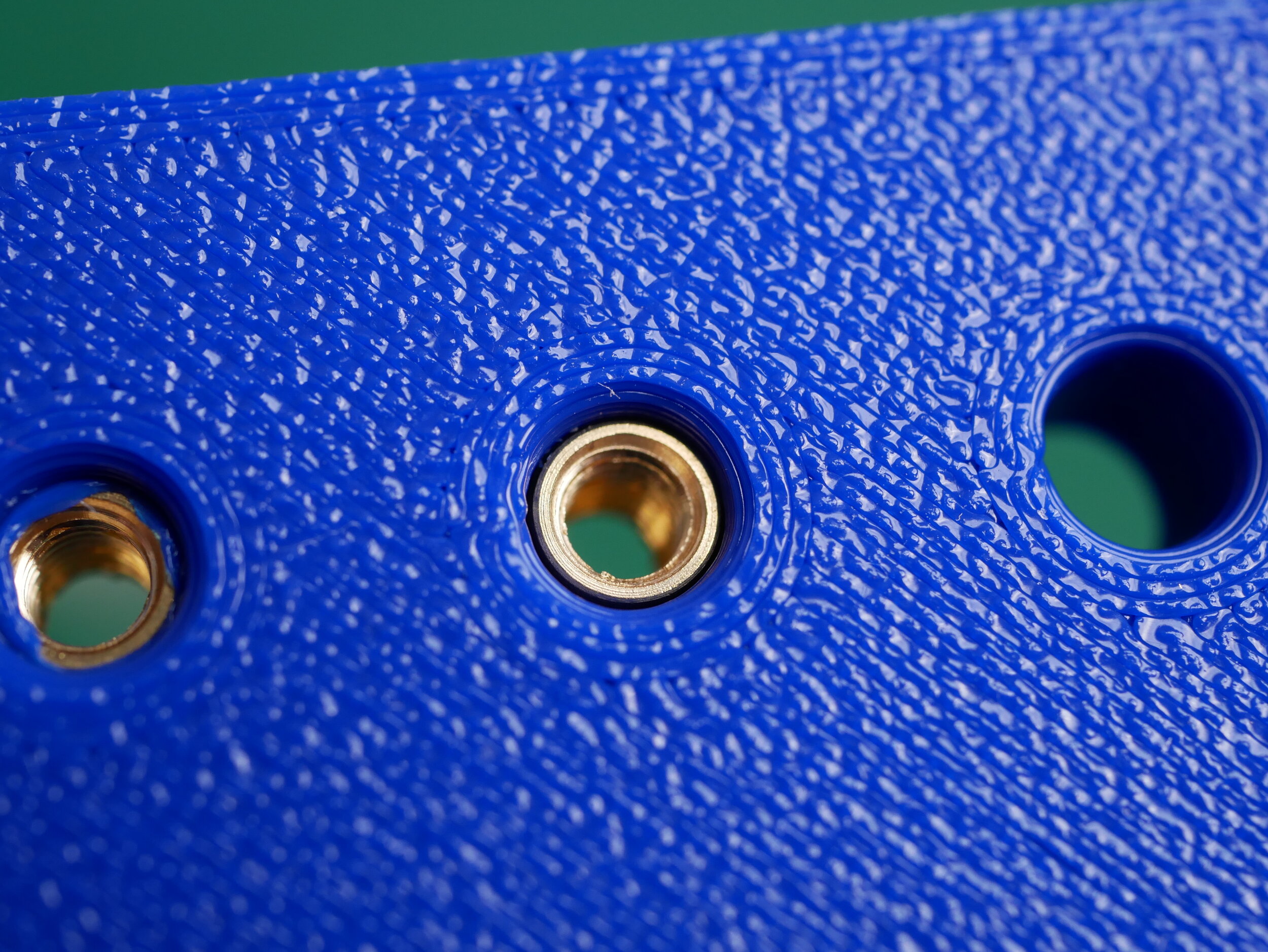


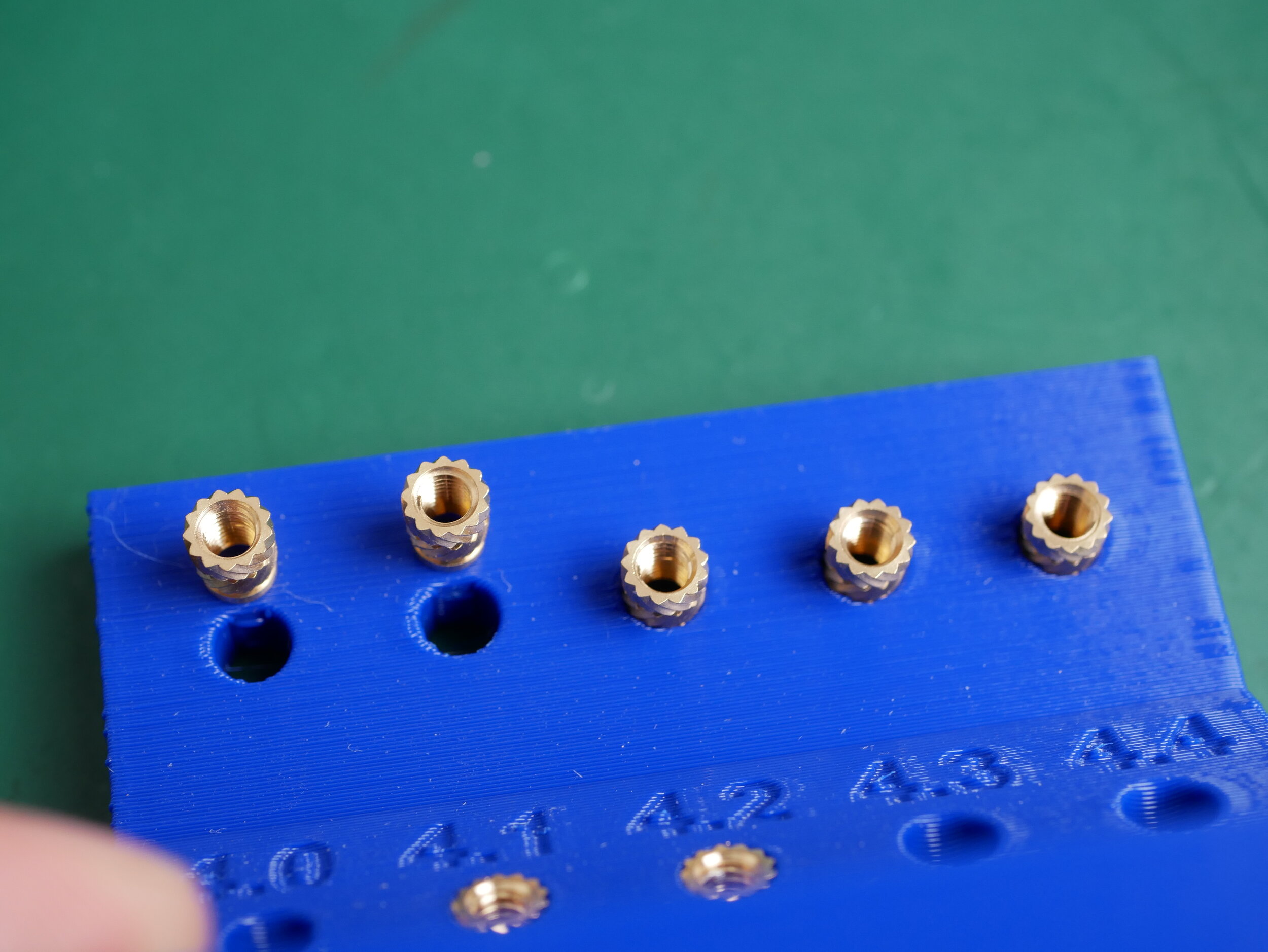

Es kann vorkommen, dass Du unterschiedliche Optimaldurchmesser für die einzelnen Orientierungen herausbekommst. Speziell kann es bei wagerechten Bohrungen vorkommen, dass diese durch herunterhängendes Material im oberen Bereich etwas kleiner werden. Sollte dies der Fall sein, optimiere vielleicht Deine Kühlung oder die Bridging-Einstellungen oder konstruiere solche Bohrungen im CAD mit einem anderen Durchmesser.
Download
Testbauteil für M3
Testbauteil für M4
Testbauteil für M5
🛒CNC Kitchen Gewindeeinsätze kaufen🛒
CNCKitchen.store
Amazon.DE