Prusament PC Blend Review
Polycarbonate or in short PC is a material almost everyone connects with a high strength polymer though probably not that many have been using it for 3D printing. Pure polycarbonate is available as a filament and has really amazing material properties and layer adhesion. Just to be clear, if I talk about “pure” polycarbonate that still means that it contains some additives to make it usable in the first place but it’s not mixed with a significant amount of other polymers. The problem with this low-modified form is that it’s seriously hygroscopic so needs to be kept really dry and has a nasty tendency for warping and can be challenging to get sticking to the print plate.
This is where PC Blends come in. Blending or compounding means that you take for example PC and mix it together with other compatible polymers and additives to tune the properties of the combination. You’ve probably heard of the well-known PC-ABS which is polycarbonate and ABS mixed together. Even the often talked about Polymax PC from Polymaker is polycarbonate compounded with another material to give it its final properties.
This is also the type of material that Prusament PC Blend is. Prusa seems to have applied a good bit of polymer science to create an engineering material that is more suitable to 3D printing in comparison to just raw PC. I don’t know what they compound their material with but it’s not ABS because they say the blend doesn’t contain any styrene. They claim that it’s easier to print even on open-style machines, does stick properly to the printing plate and does not need to be dried before use, which is something we’ll test out, because the spool I tested was basically sitting for a year in my slightly moist basement.

PC Blend comes in 4 different colors. A 1kg spool sells for 50€ and gives you all the Prusament features like perfect winding, tight diameter tolerances and and a QR code to track all of that. Even though Prusa is constantly increasing their production capability, it’s sometimes hard to get a hold of and best purchased from their own store. The price of PC Blend might not seem so cheap, but if I compare it to other Polycarbonates and PC Blends I’ve found on the market, it’s rather affordable. Though I still would like to see this and also other engineering-grade materials on maybe 500g spools that are a bit less expensive. Not everyone needs 1 kg of a pricey material for a project. Each roll comes with a glue stick that you’re supposed to use as a separation layer between your bed material and the print. A nice touch and forethought here, though 3 sticks of glue for the 3 rolls that Prusa provided for this review, free of charge, are maybe a bit much.

So let’s start with the print quality tests. All tests have been done on my Original Prusa MK3S without an enclosure and using a brass nozzle. Keep that last thing in mind because that will become important again! I usually do have a sensitive nose but honestly wasn’t able to smell much though that doesn’t mean it’s harmless. Since the Polycarbonate they use does contain Bisphenol A you should though definitely print it in a well-ventilated room. I didn’t tune a profile myself because a really well working one is directly integrated in PrusaSlicer. The profile uses 275°C on the nozzle and 115°C on the bed as well as 20% partcooling for a good balance between print quality and layer adhesion. Even though this is a Prusa-made material, you’ll of course be able to run it on other printers that use 1.75mm filament. Though, looking at the temperatures shows that this is not a material that should be printed with a Bowden Hotend and also might require a bed that is capable to reach these temperatures for optimal bed adhesion.
Let’s take a look at the printed parts. The overhang test looked really good and only the 75° ledge didn’t come out that well. The bridging test looked okay and even bigger overhangs turned out good with just some bits of material hanging down. The stringing test looked a bit hairy but the PC blend was able to reproduce the details very well. This all also showed up on a very well looking 3DBenchy with barely anything I could complain about. The only thing visible are the horizontal shrink marks on the bow of the ship but they are probably a result of the autocooling feature in PrusaSlicer and are a result of non-consistent cooling. Good for strength but probably not the best for quality.




The parts stuck mostly well to the printplate but I did use a brim for more security and looking at the first layer, there are marks, where the parts wanted to lift.

Part with lift marks in the corners
This was all with the material that I stored in the open for a year now and I’m quite impressed how little indications there are, that the material absorbed at least some moisture. There are no bubbles on the surface and also, at least on the 3DBenchy, there is not a huge amount of stringing visible. Though I still wanted to find out how the results differ with dry material. After also printing the set of test-samples, I put the material in my food dehydrator at the highest stetting for 6h and printed the quality parts with the exact same GCode once again. On the new parts bridging and overhang test looked basically the same and only the stringing test really seemed differently with way less hairs. If you wouldn’t know which the 3DBenchy was that was printed with the dried filament, you probably couldn’t tell them apart besides a tiny bit less stringing with the dry filament. So, in term of print quality, kudos to Prusa for their engineering work. That stuff is really barely affected by moisture. Honestly, something nice and new for engineering materials.

But, yes, but what about the strength of the material, in particular layer adhesion and impact strength? If you’re by the way interested in the detailed test report, check out my Patreon where it is available for members.

Print Platform with Test Samples
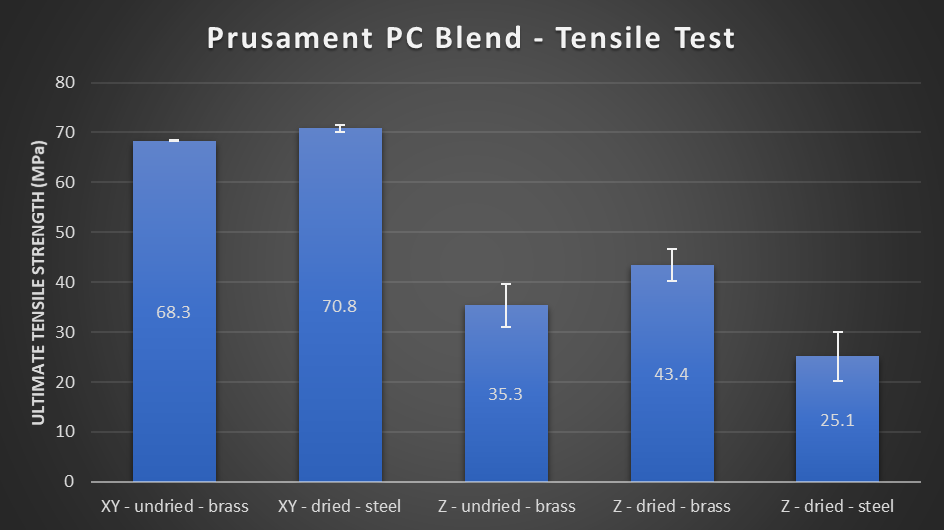
Let’s take a look at the mechanical tests. Let’s first start with the tensile test results for which I printed my flat and standing mini-specimens. I put them one after the other into my DIY universal test machine and loaded them at a constant speed until failure. The samples printed flat failed on average at 68 MPa and yielded a ton before they finally broke. This makes PC Blend the strongest material I’ve tested so far on this channel, right before PLA and the material we need to compare PC Blend against – PolyMax PC. Layer adhesion in the undried state was okay, though not impressive with only 35 MPa, which is half of the reference. But let’s now also take a look at the samples that I printed after drying the spool of material. The average strength of the flat specimen was a bit better with 71 MPa though interestingly the layer adhesion was way worse at only 25 MPa. Really strange - this is exactly opposite to what I’ve expected.
Since those results were counter-intuitive I though about what might have happened. I printed in the same room with the same GCode and the same roll of material. Though what I did between printing the first and second set of samples is, that I tried out the upcoming carbon fiber variant of PC Blend. Review of that by the way pretty soon, so make sure you’re subscribed and have selected the notification bell! Since I was lazy I though that printing just a couple of parts with a brass nozzles might not be too bad for it. During printing the Carbon Fiber material, I noticed that I had to re-adjust the z-height after every print because the nozzle tip wore down, which was confirmed upon inspection.

Brass nozzle after ~200g of Carbon Fiber PC Blend (left) and new nozzle (right)
Since the Carbon Fiber PC Blend review was coming up, I thought, hey, let’s already put a hardened steel nozzle in the Prusa, so I don’t have to worry in the future. And this was also the nozzle I printed the second sets of samples with, using the dried filament. So just to be safe and to improve the statistics, I printed two more sets of layer adhesion samples with the steel nozzle installed and then switched back to a brass one in direct succession and tested them all. The first thing I noticed was that the brass samples looked more stringy and a bit over-extruded which was also confirmed by weighing them. The samples printed with brass were 1% heavier than the other ones - already a clue that something is different. Looking at the test results was also very interesting because layer adhesion improved by 73% and now ended up 23% above the layer adhesion of the un-dried filament. So where does that leave us? First, working with dry PC Blend might improve layer adhesion and, well, the impact of the nozzle that you’re using seems to be higher than even I expected. If that’s due to the flow characteristics or what I rather think, the thermal properties, is something, I don’t know yet but is probably a really interesting topic for a follow-up video. What do you think?
But let’s now get back to the PC Blend tests and take a look at the stiffness of this material that I tested using a 3-point-bending rig, on which I load the samples with increasing weights and monitor the deflection. The bending modulus was 2200 MPa which makes it not a super stiff material and puts it slightly above PETG for example.
Let’s next take a look at my test hook, that I also printed flat and standing. The ones printed flat impressed with failure loads of 74 and 77 kg which again puts them at the top of the comparison chart. The results from the hooks printed standing were a bit similar as before. The one printed with the undried filament failed at 35kg and the one with the dried material but the steel nozzle at only 22 kg. In this case, the brass nozzle helped again but didn’t put the values above our last reference, but keep in mind that I printed only one sample for each condition.

Next comes impact strength where notched IZOD samples are struck by a hammer and the absorbed energy is measured. The undried samples absorbed 27 kJ/m² which puts them definitely in the range of other impact-resistant materials like ABS or PCTG though below the one of Polymaker Polymax PC. Like with basically any other materials, the impact resistance of the samples printed standing was way worse and only right around 2 kJ/m². Drying the filament didn’t improve the impact resistance, it actually was even slightly worse but still within the scatter range. The standing samples printed with the steel nozzle failed at a similar level as before but improved slightly when using the brass nozzle.

Finally let’s take a look at the temperature resistance where I load a test bar in the middle, put it into my forced convection oven and increase the temperature gradually. Here the bar started to get soft at around 110°C and totally failed at 125°C. This puts it right above what we usually see with ABS and ASA and only annealed PLA was able to beat it so far.
In summary, Prusament PC Blend really proves to be a material that can take some beating due to amazing static strength values and an impact resistance comparable to ABS. Print quality is not superb but still very good for such a material. Where it is, just like most other material, not particularly good at is layer adhesion but using high temperatures and as little fan as possible still makes it very usable for many applications. Besides impact strength, it’s very comparable to the often talked about Polymax PC and just comes at a more reasonable price. A real upside of this material is, that it doesn’t seem to be greatly affected by moisture, so like with most other polymers, dry it, if you want to get the maximum performance! Even though it’s very well usable on open 3D printers it still has some warping tendency and might give you a bad time when printing really big parts, like this hose holder right here.

Warped part
The nozzle material problem I’ve encountered was really interesting but will require further investigation and if you’re using a hardended steel nozzle maybe rather print a bit hotter.






In the end, can I recommend the material? Yes, I do! it’s stronger and more durable than ABS and easier to use than other Polycarbonates or Polycarbonate blends though if you’re not able to get a roll from Prusa, Polymaker Polymax PC is a quite similar and also a very good option as well. But what are your opinions about this material and where would you see applications for it in your projects? Let me know in the comments!
🛒 Equipment used in this article:
Prusament PCBlend (Affiliate): https://geni.us/pjNAHO
Prusament Carbon Fiber PCBlend (Affiliate): https://geni.us/NTFUGH7
Hobbyking Premium PC (Affiliate): https://geni.us/fU00iAM
Polymaker Polymax PC (Affiliate): https://geni.us/pVYjJB
Original Prusa MK3 (Affiliate): https://geni.us/CNCKPrusa
Food Dehydrator for Drying (Affiliate): https://geni.us/MW7Sxco
eSUN DryBox (Affiliate): https://geni.us/Pe7Lr2
DISCLAIMER: None of these tests have been performed with calibrated or verified test equipment. The results are for entertainment purposes only! Inform yourself!