E3D RapidChange REVO Review
RapidChange Revo is E3D’s new hotend eco system. As the name RapidChange already suggests – one of the main advertised features of Revo is the ease and convenience of nozzle changes because no tools are needed, and it can and should be done, while the hotend is cold. But E3D did more than this because they also integrated components to make the system more compact, capable, reliable and safe. Their heater cores for example combine the heater block, a heating element, and the thermistor. The new dual material nozzle breaks combine a brass nozzle with a thin, stainless steel tube as heatbreak, eliminating the need for hot tightening and preventing material leaks. I’ve been thoroughly testing Revo for several hundreds of hours with excellent prints, failed hardware and very interesting discoveries during my performance and in-depth thermal tests!
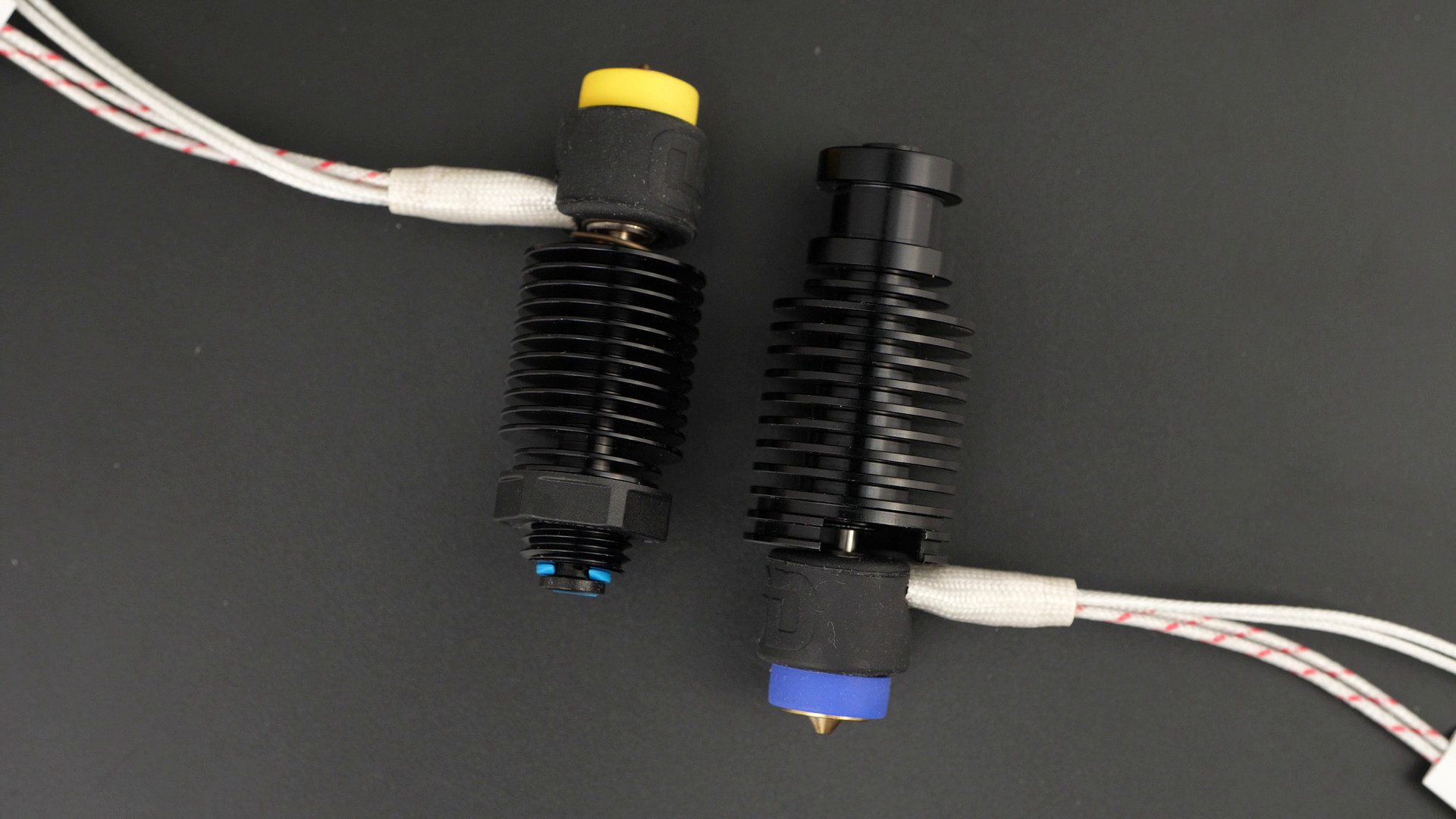
Revo Micro (left) and Revo Six (right)
Revo is its own ecosystem which means that you need to replace the whole hotend if you want to use it on your printer. The Revo Six is a drop-in replacement for the old V6 hotend. Its length, the heatsink, and the groove mount have exactly the same dimensions. Then there is Revo Micro which is a smaller and lighter version suitable for compact machines and fast printing where low weight is essential. And since the new Revo nozzles have exactly the same interface that was introduced with the Hemera extruder, there is also a Revo Hemera. You can install the Revo hot side on an old Hemera without a problem, but the spring that usually connects the heatsink and heater core doesn’t connect, so you lose this feature. E3D offers an upgrade kit for Hemera if this is important for you. Then there is a Revo heatsink for Voron machines with a 4-screw mount on the top. E3D also teased Revo CR, a drop-in replacement for the typical Creality style hotends that should be released soon! Revo CR will use the same thermistor as Creality machines, so there won’t be any firmware changes necessary.
At the time of releasing this video, there were only brass nozzles available from E3D. They will be releasing their abrasion-resistant nozzle shortly, but if you install Revo right now, you won’t be able to print any abrasive materials. E3D also recently talked about a high flow variant of the Revo. I’m quite extited to find out if they use the simple long meltzone approach from volcano or if they use some of the technology I found in one of their patents in which they shape a tube that’s part of the flow path and embed that in a heater! That’s also where another E3Ds patent on Revo comes in. On their website, they link to a design patent in which they protect the appearance of the Revo nozzles, which means that we won’t be finding either cheap replacement nozzle-breaks or abrasion-resistant nozzles from 3rd party vendors soon if they don’t have a license agreement with E3D. The cold side is still open source, so if you want to use a Revo nozzle and heater core with your heatsink or extruder, you can! In a way, I do understand E3D because they poured a ton of R&D money into Revo and don’t want others simply and often even in a worse way – copying what they worked so hard for. Still it’s a bit against the spirit of RepRap, but I think we have to deal with this if we want to get away from DIY solutions to reliably working systems.

Revo Nozzles
Let’s also quickly talk about prices. I used prices from the E3D shop, your local prices may slightly vary. Compared to an assembled V6 a Revo Six is around 40% more expensive and sells for 70 British Pounds. A nozzle or better nozzle break costs 19 Pounds or a bit less if you buy a set compared to around 4.20 for a V6 nozzle, but, well, it comes with an included heatbreak. A new heater core, if you ever needed one is 23.50. It is more expensive than V6 but still, in my opinion, reasonably priced and very much in the range of what other extrusion systems cost, and it offers some very unique features others don’t have. Revo is currently sold out in many places due to high demand but I tried to put link some shops below where you might still be able to find one. Some of them are affiliate links but it’s a way to support the channel.
I used Revo Six for my tests and replaced my regular V6 hotend in my Prusa MK3S. The procedure is well documented by E3D and fairly easy to do. It does require routing new wires into the electronics box and takes maybe an hour to finish. Revo uses these Molex connectors that I zip-tied to the wiring sleeve. It’s not super pretty, but I can look over that. No firmware changes are required because Revo uses the same Semitec 104GT thermistor as the older V6. Only a short PID tune and first layer calibration are necessary to make it ready for printing.

Revo Six on my Prusa Mk3s
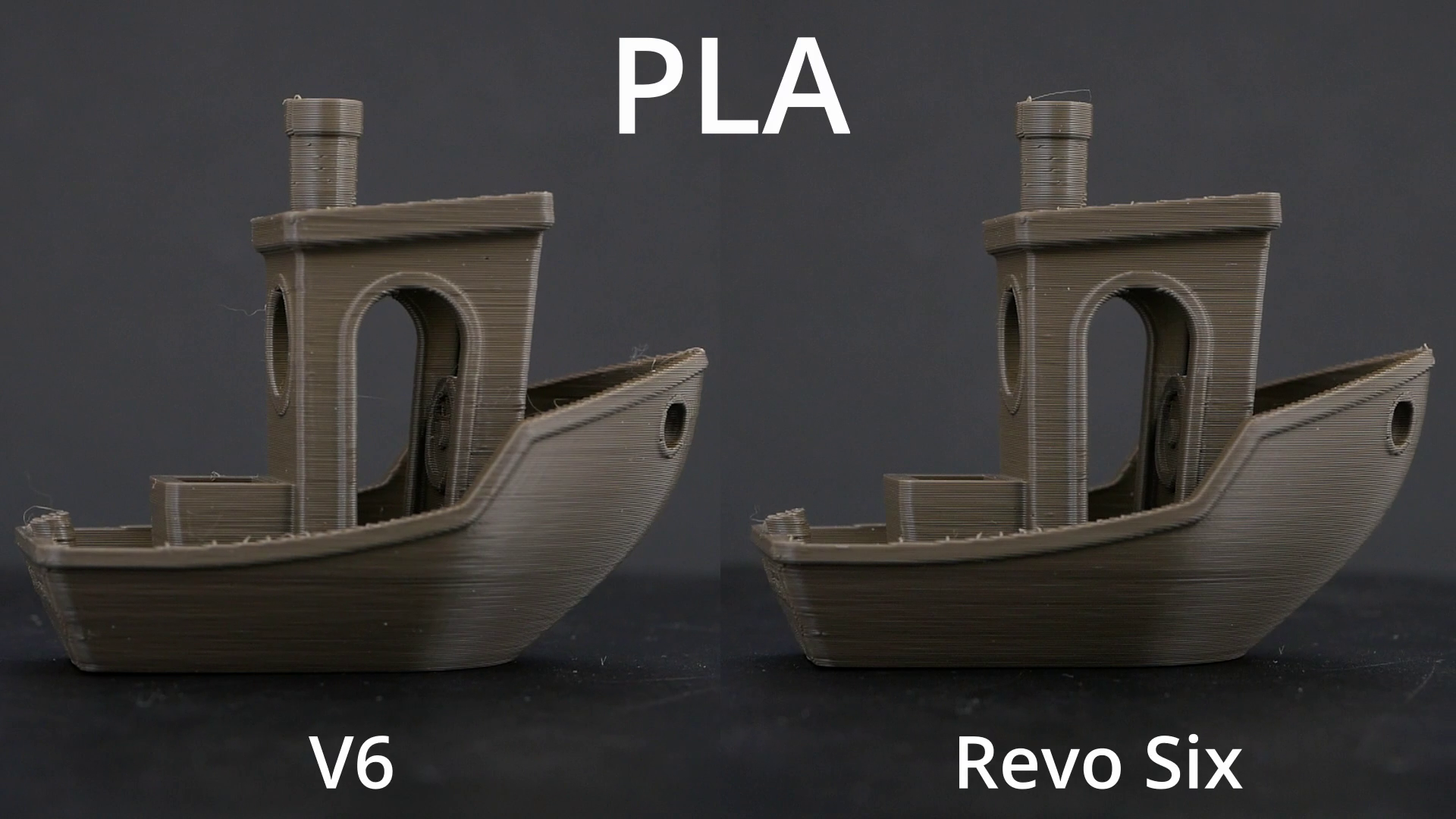
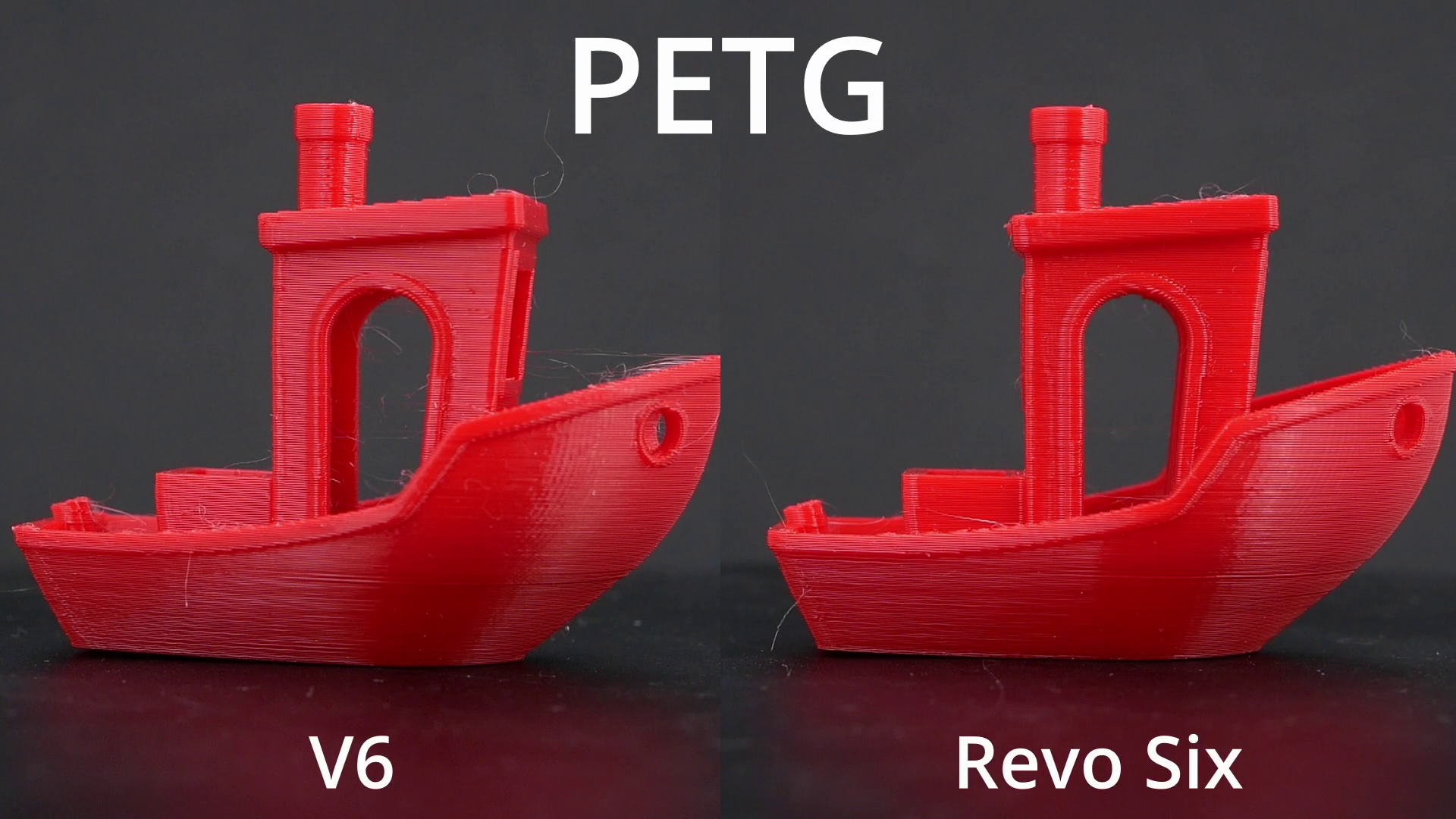
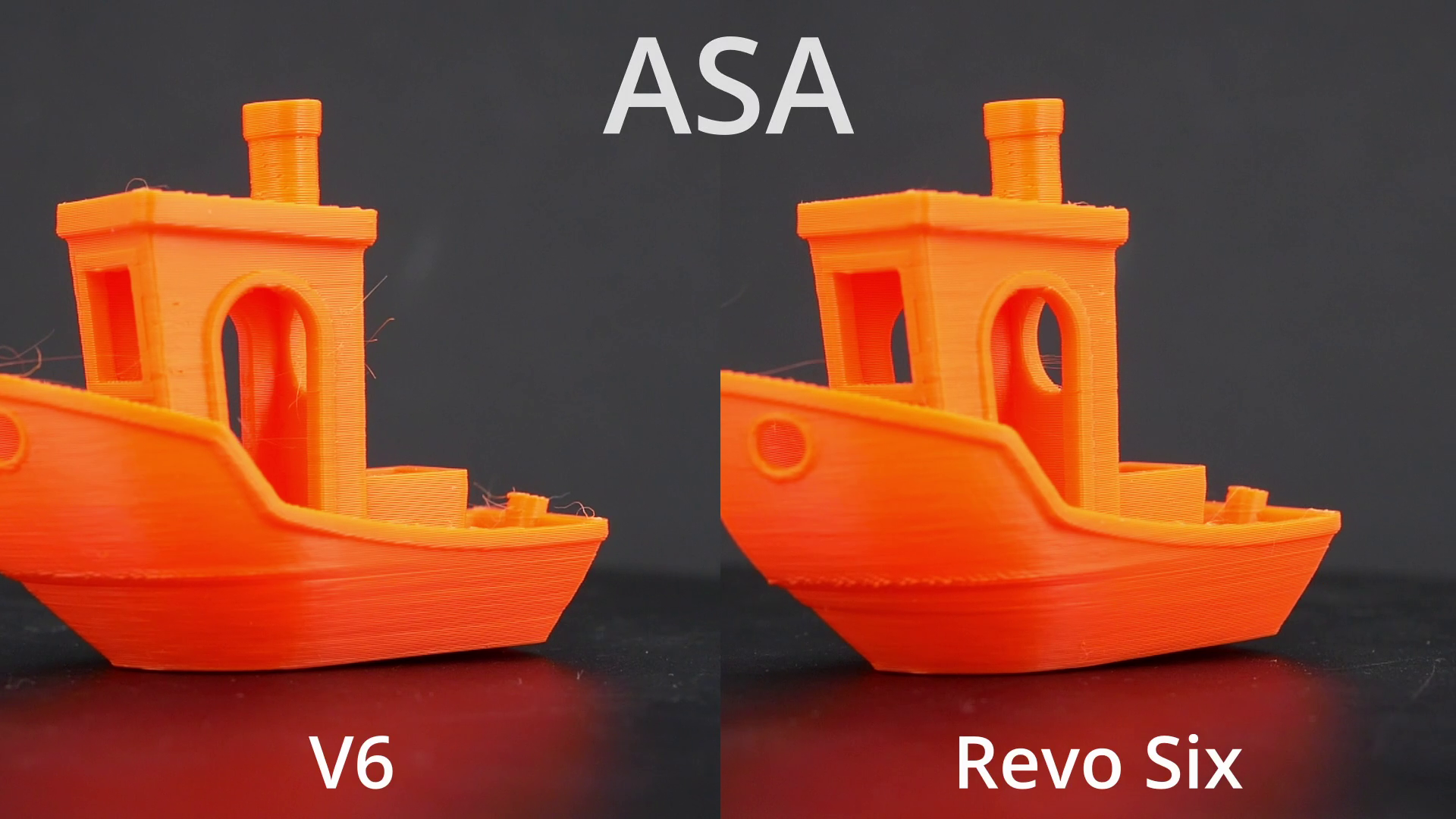
To judge and compare print quality, I printed 3DBenchies with the old V6 hotend and then the Revo hotend using PLA, PETG and ASA. The results looked basically identical, with a tiny bit less stringing on the Revo. So I’m quite certain that we can expect the same or even slightly better printing quality that we already know from E3D’s old V6 extrusion system. I also printed a ton of ABS parts and even Prusament PCBlend and didn’t have any problems with extrusions, clogs, or quality.
But let’s talk about RapidChange Revo’s eponymous feature – changing nozzles fast and conveniently. I think I know what I’m talking about because I changed tons of nozzles and killed plenty of heater blocks over the years. In the past, I rarely changed nozzles just to print with a different size nozzle, but with Revo, I noticed it became so convenient that I way more often quickly changed to a 0.6mm nozzle if I had to print a bigger or sturdier part.What makes changing nozzles on Revo fast and convenient is that nozzle and heatbreak are one piece, so it doesn’t need to be hot-tightened. The nozzle breaks are made from three different parts with the brass nozzle tip, a thin stainless-steel tube, and a brass upper section that screws into the heatsink. These are press-fit together in factory and ensure that no material leaks during printing, even at higher temperatures. The nozzles are equipped with colored silicone socks to easily distinguish sizes, so no more counting holes buried under a layer of carbonized plastics. And even if you lose a sock, the nozzles are now beautifully engraved with the orifice size.

Section Cut of Revo
You simply screw out the nozzle with your fingers, which can be a bit tight depending on the fan shroud you use, and replace it with another one. A spring holds the heater core in place so it doesn’t fall down and when the nozzle gets installed, it makes sure that the core is firmly pressed onto the nozzle for good thermal contact. No tools are required, and you only screw in the nozzle finger-tight. Of course, you need to make sure that no filament is loaded. You either heat the hotend first, remove the material and wait for it to cool down again or you add a line to your end g-code to retract the filament after each print. If I would benchmark the time it takes me to change a nozzle on a V6 in its hot state and compare it to the time it takes me to first remove the filament on a Revo let it cool down again, and then change the nozzle, the old system would probably even win. If no filament is loaded on Revo it’s seriously fast, though! And the convenience of Revo is that I don’t need any tools for the process and that it significantly reduces the risk of burning your fingers! And if you’re someone who is regularly changing nozzles, you’ll also know how fragile aluminum heater blocks are. I already stripped the threads out of several ones due to fretting and lower material properties at these elevated temperatures. And if you’re not adequately holding the heater block, you can even rip wires or bend the heatbreak. Revo eliminates all these risks with its integral nozzle break and should ensure a long life of the nozzle and the heater core!

Installing a nozzle on Revo
E3D also tried to make sure to have very tight tolerances on the distance between the mating surface to the heater block and the nozzle tip so that no first-layer calibration should be necessary. I’m sure that this is challenging because the precision of the press-fitting process needs to be very high, and this seems to have been a problem with some of the beta units. These deviated in length by some tenths of an mm. This got fixed with the retail parts that are very similar in length.

Critical dimension on a Revo nozzle
Suppose you’ve watched my previous videos or maybe follow me on Instagram or Twitter. In that case, you’ll know that I love cold-pulling during material changes simply to remove all residues and reduce the necessity of purging. Revo makes this even simpler because not only are the internal surfaces super smooth, but there is basically no undercut between nozzle and heatbreak. Hence, filament slides out really easily! Don’t let my cut-ups fool you because that was a beta nozzle with the length problem and a small centricity problem.

Section cut of a Revo nozzle
Let’s now talk about the heater cores, which integrate the heater block, heater cartridge, and thermistor into one component. The heater cores have 40 W of nominal power, which is sufficient for the flow rates you will be using Revo. I said 40 W nominal power because REVO uses a PTC heating element. PTC means Positive Temperature Coefficient, which means its resistance rises with higher temperatures giving it less power and therefore is an inherent way of reducing the potential of melting down and catching on fire. Tom Sanladerer did an excellent investigation on Revo’s electrical properties, and I highly recommend checking out his video!The heating element wraps around the nickel-plated copper core and has an integrated thermistor on the top. The thing I like most about the new design is that the wires for the heater and thermistor are properly strain-relieved, which almost completely eliminates the risk of ripping off the wires or shorting something out. Great job!

HeaterCore without protective sock
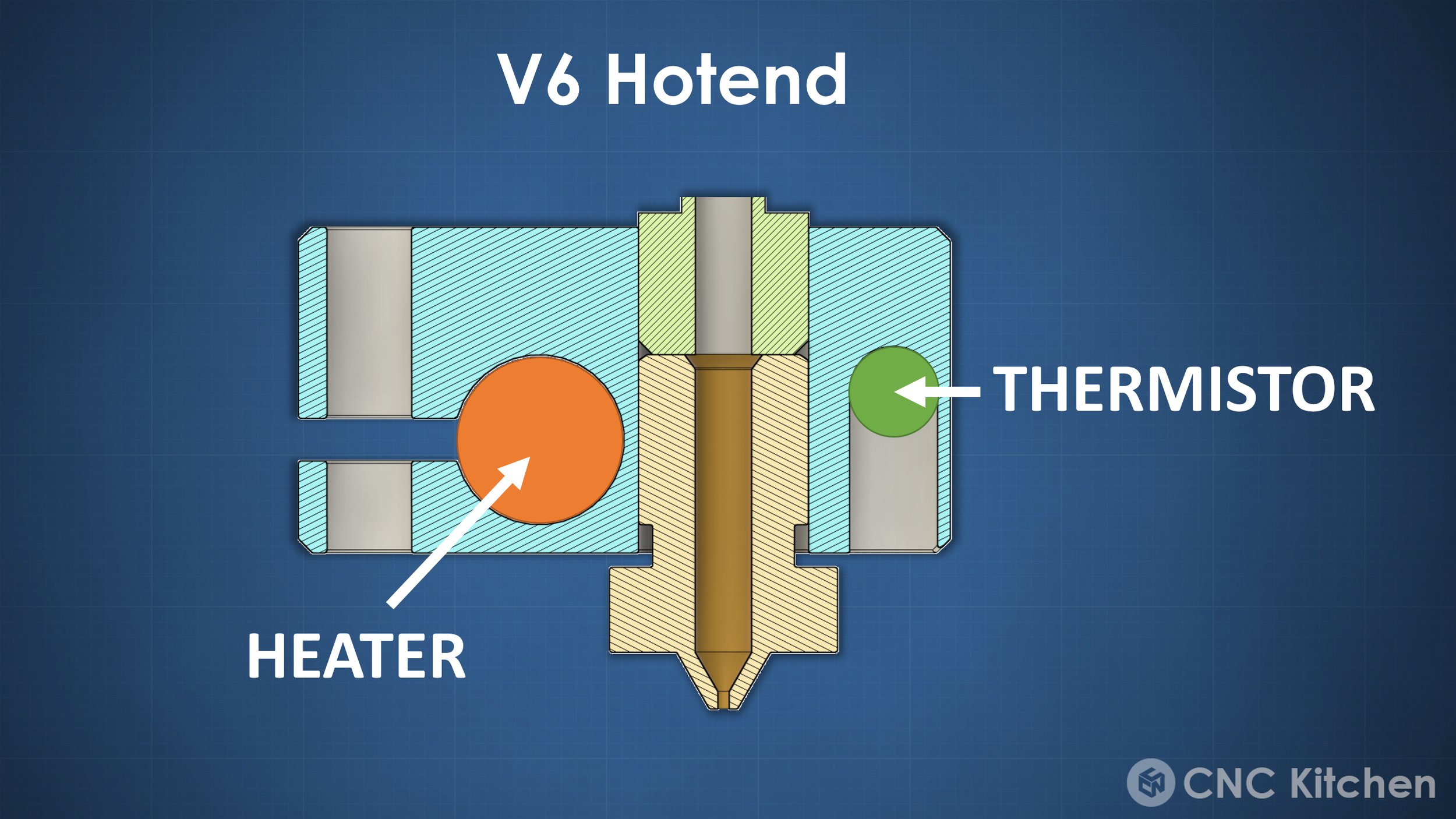
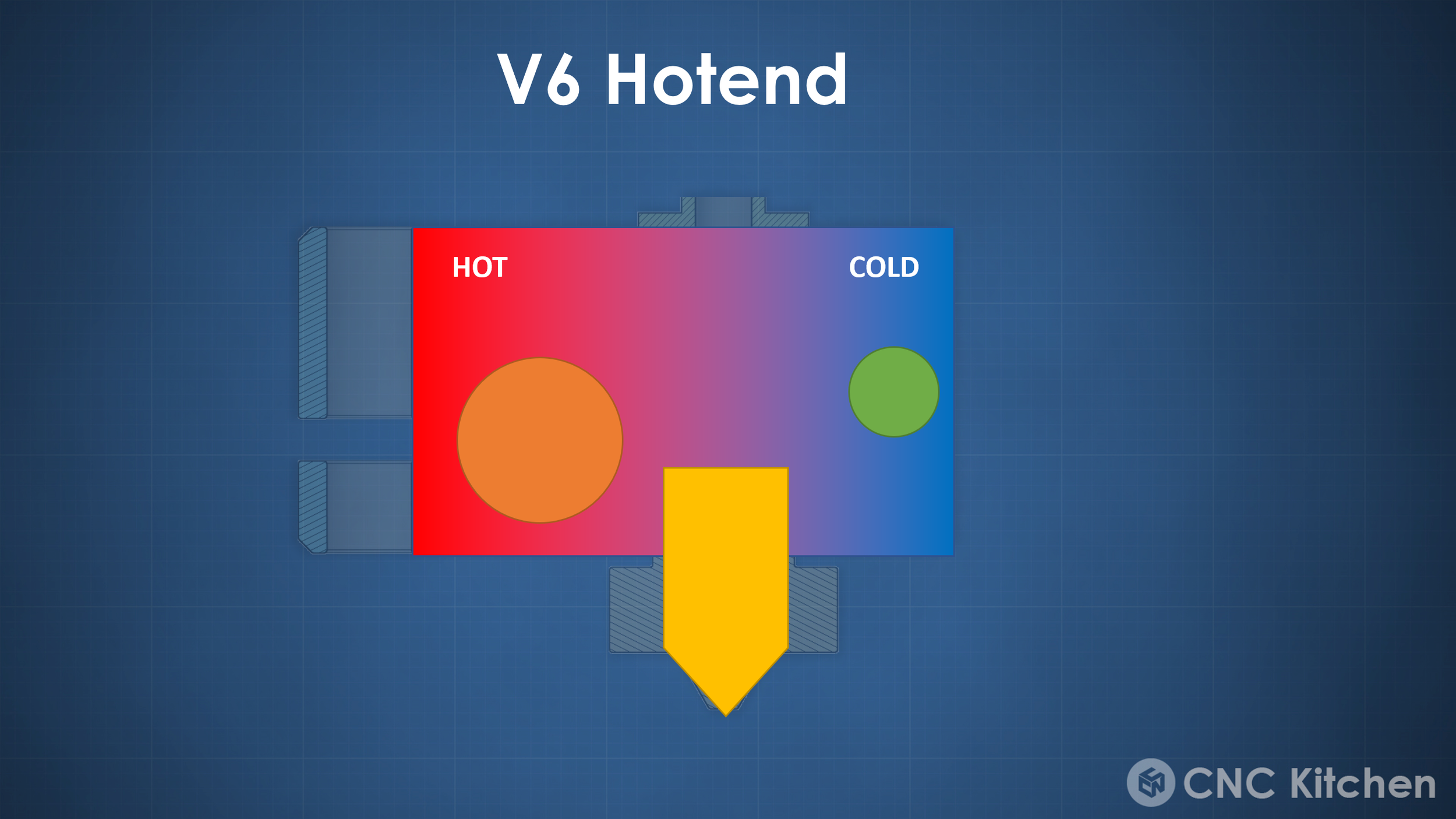
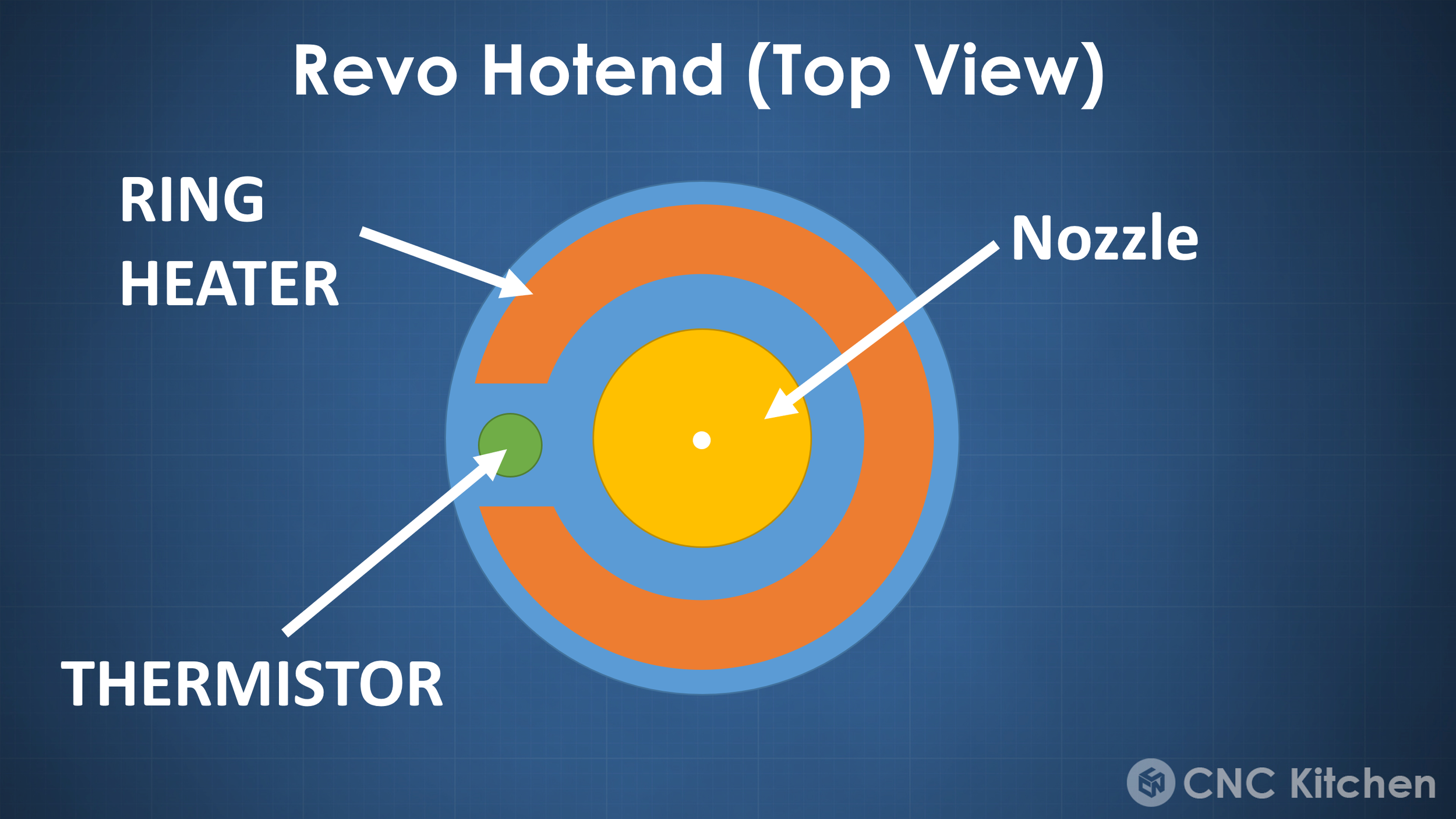
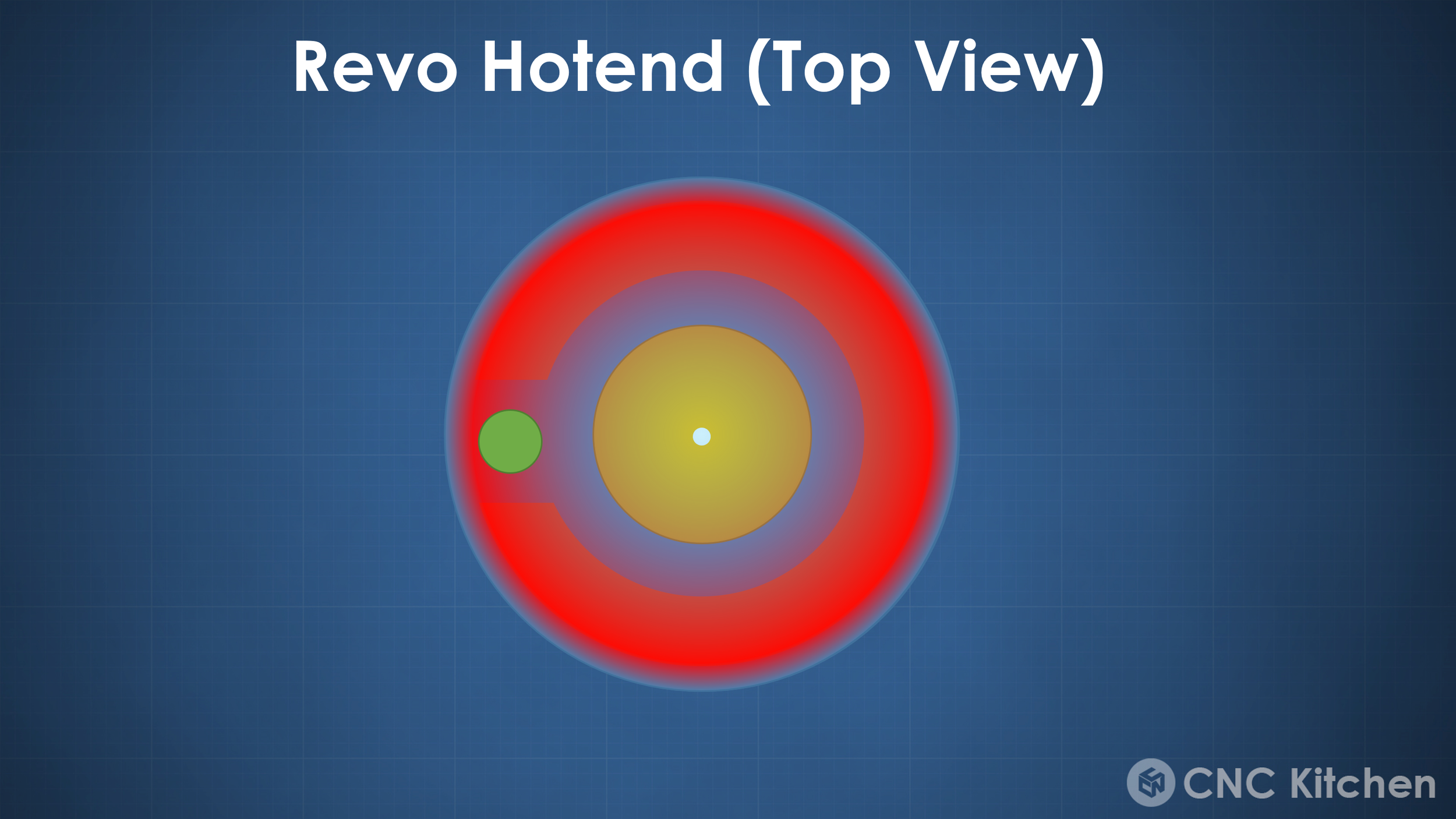
Heat up times are faster, and judging from the numbers on the printer’s screen, Revo takes 60 s to get to 210°C, whereas the old V6 takes 1.5 minutes at the same 40 W heating power. But now the really interesting part of this video starts. Let’s look at the heater, nozzle, and thermistor setup. On a classic V6 and many other hotends, you have the heater cartridge on one side of the heater block, the thermistor on the other. The nozzle sits in the middle. There will always be a temperature gradient between heater and thermistor, and since the nozzle sits in between, it should be at right around the average temperature. On ring-heaters like Revo, the configuration is different. The heating element wraps all around the heater, and the thermistor usually sits between the start and the end. There will still be a temperature gradient because the filament and convection around the nozzle suck heat away, but it will be circular instead of linear. Since the thermistor sits on the outside, close to the heater, it will report its temperature, but it doesn’t have any clue what the temperature within the nozzle is. I tested that by simply sticking a thermocouple down the filament path.
On the old V6, the displayed temperature and real temperature are very close, and the final temperature matches almost perfectly. On Revo it’s very different. We can see how fast the reported temperature rises. On the other hand, the real temperature within the nozzle drastically lags behind because it takes some time to get there. Also, the final temperature is 3°C below the displayed one due to the temperature gradient. This means that Revo actually cheats, and it only seems that it heats up way faster than a regular hotend. In my opinion, it doesn’t have a huge impact in practical applications because heating the bed is always taking longer than heating the nozzle. Still, I think Revo cannot react as dynamically to temperature changes as one might think. The thermal mass, though, might help a little. There is one case where this was really annoying for me. As said previously, I really like to cold pull my filament, which I do during heat up and for PLA at around 65°C. On Revo, I have to wait until the printer displays a good 100°C because the temperature is not reported correctly. And just to tease you a little, it will become even more interesting in a bit!

Heat-up graphs
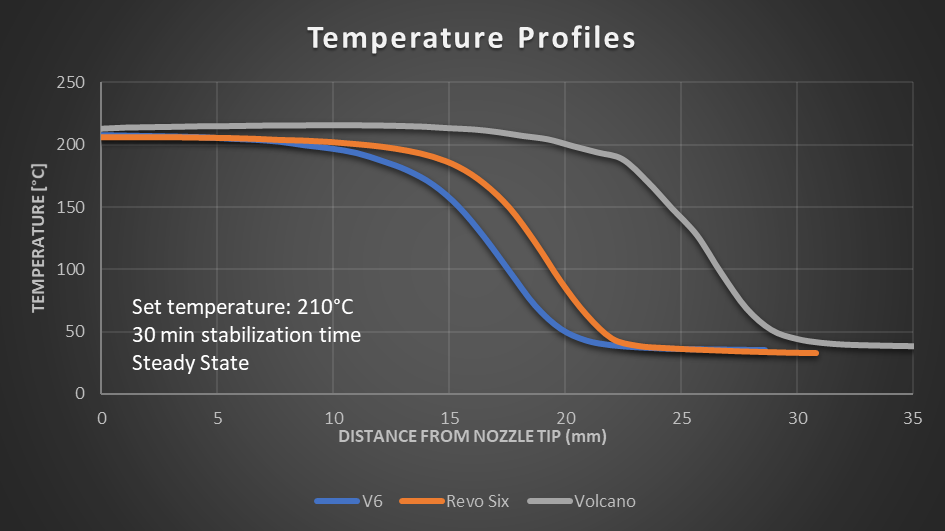
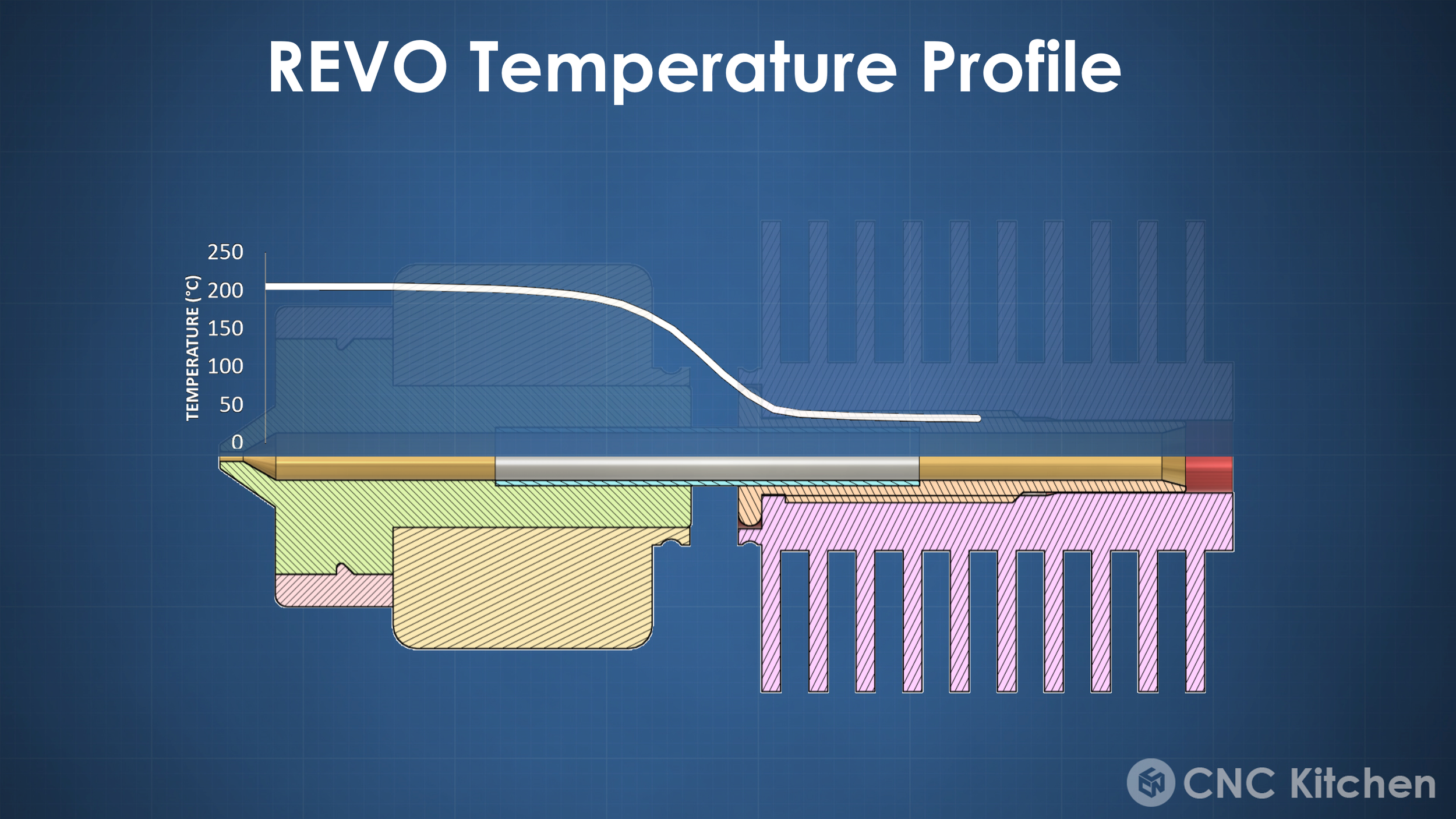
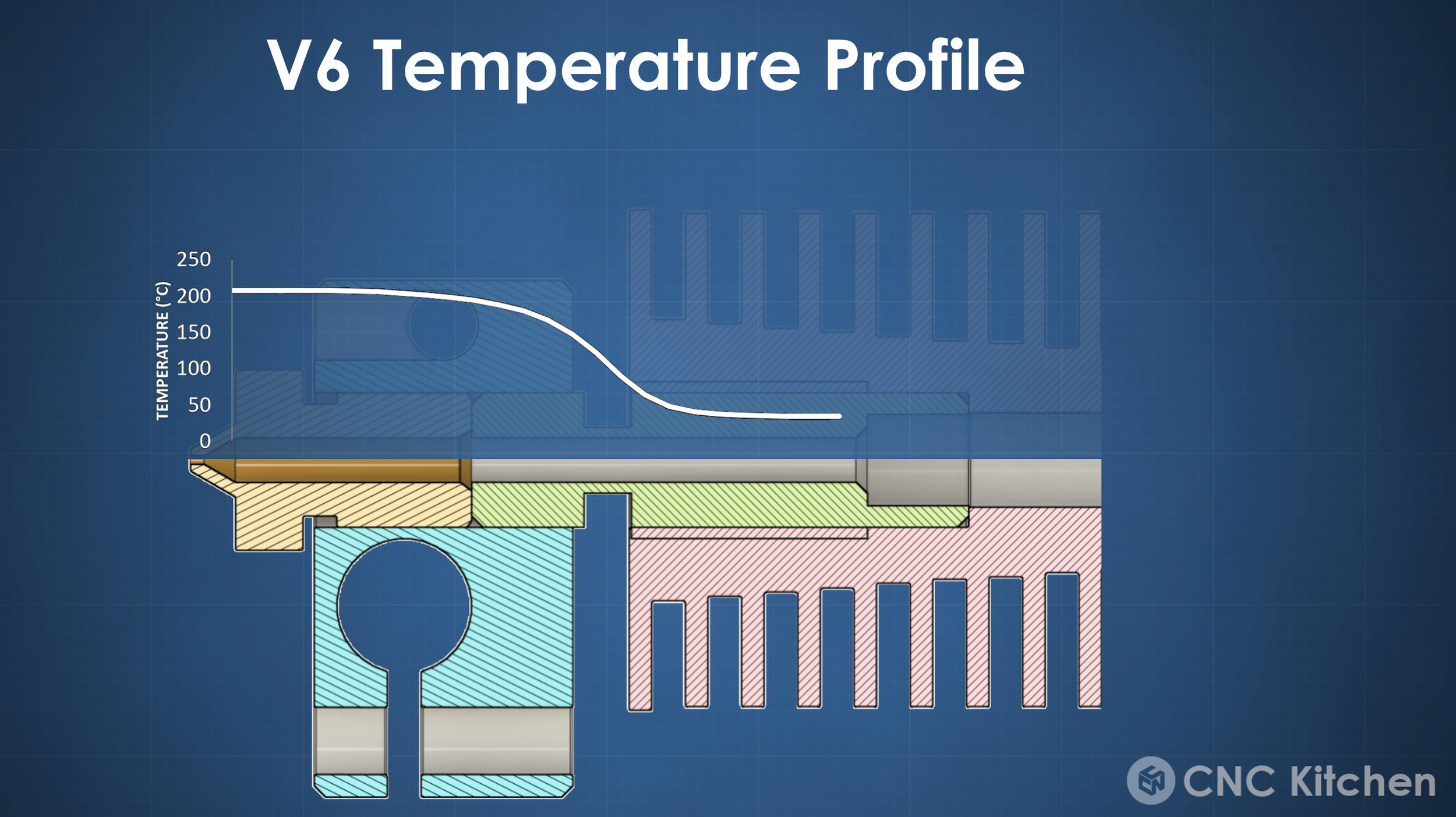
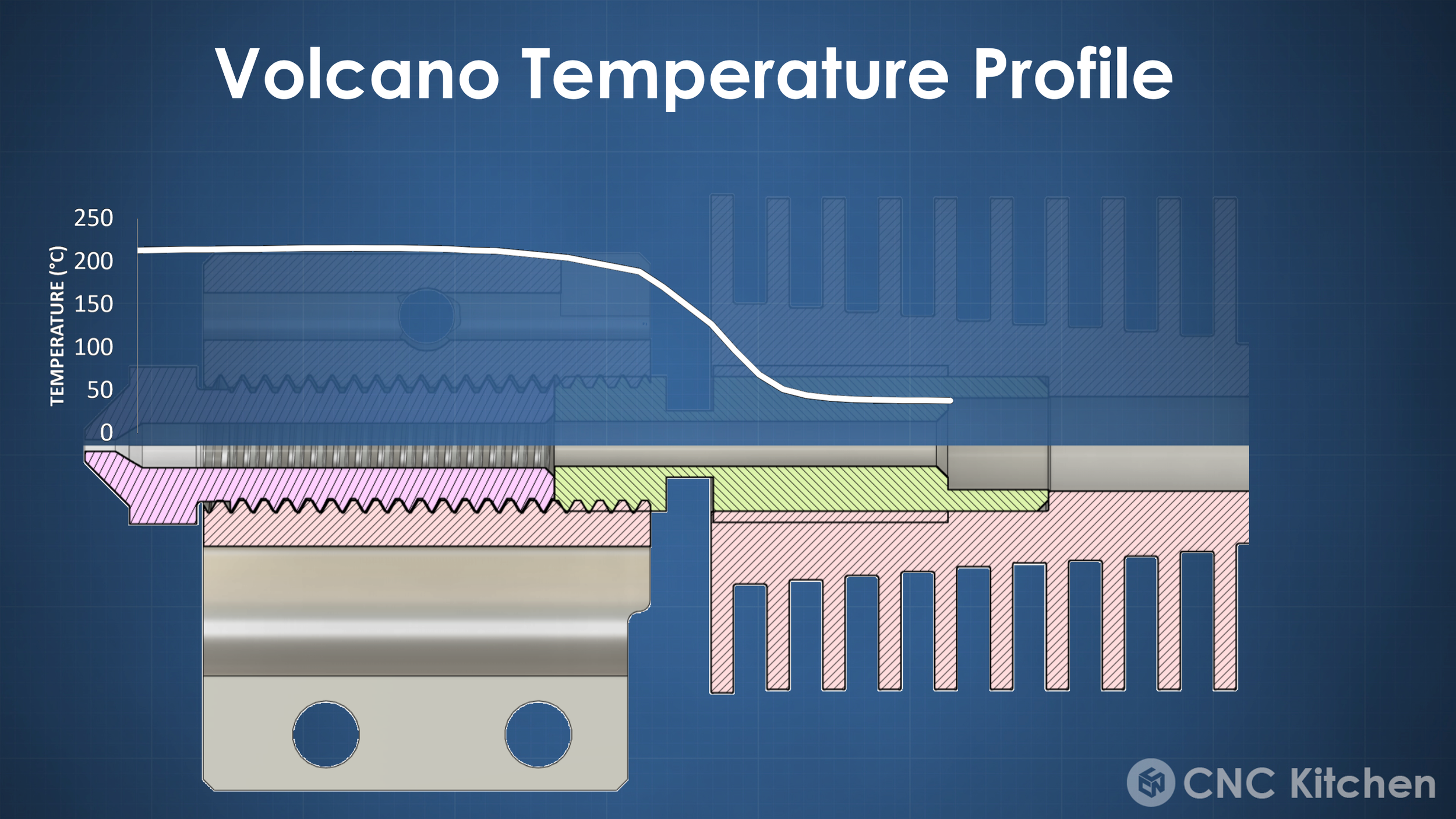
Since the filament path was clean and I had my thermocouples out, I also did another test I haven’t seen anyone else do yet. My thermistor wire is conveniently around 1.5 mm thick, engaging with the feeder gears. This way, I was able to write a short g-code that retracts the thermocouple by a mm and then waits 30 s and does that over and over again until I mapped the whole filament path. This let me check how well the heat break works, how long the meltzone is, and if there is any heat creep. On a standard V6, the temperature stays pretty stable within the first 8 mm, then slowly starts dropping when the stainless steel heatbreak starts, sharply drops within the thin section, and then stabilizes at around 36 °C. Revo starts slightly lower but keeps a very stable temperature profile up to around 12 mm due to the longer brass section of the nozzle. Then it also sharply drops off and stabilizes at the same, maybe even slightly lower temperature within the heatsink. This tells us a couple of things. The meltzone is not only a bit longer, but the stainless steel tube used as a heatbreak does an excellent job, and the heatsink that’s only cooled by a quiet Noctua fan prevents heat creep efficiently. Just for completeness, I did the same test for an E3D Volcano as well, where we can see the longer meltzone, the sharp drop-off, and a very similar final temperature.
Let’s now get to Revo’s dirty secret. I did all of the tests without a part cooling fan, though I turned it on manually to cool the hot end down quicker after one of the tests and forgot to turn it off before the next one. I wondered why the measured temperature within the hot end suddenly was around 10 °C lower than before. I double and triple-checked everything, but it turned out that due to the thermistor and heater configuration, Revo doesn’t notice when the part cooling fan cools down the nozzle in a way as it is the case with the old V6 setup. Part cooling increases the temperature gradient between the center and the outside leading to 5% difference between the set and real temperature. V6 doesn’t have that problem because the nozzle sits in between heater and thermistor and even slightly raises the nozzle temperature. This is also confirmed by the measurements that I did. Revo drops in temperature from 206°C to 197°C within the whole meltzone whereas V6 increases its temperature from 208°C to 209°C. I made a custom, all-around heater sock, which reduces the problem slightly, but in the end, it’s a problem of the ring heater design and probably hard to mitigate. Is this a deal-breaker for Revo? I don’t think so because, when cooling is constant, the temperature drop will also stay the same and you usually tune extrusion temperatures in printing profiles. But if you’re using existing profiles with part cooling, I’d recommend raising the temperature by 5-10°C if you want to retain a similar part strength. Honestly, I’m sure that other hotends on the market show a similar effect, but nobody measured and nobody noticed because they work fine as well.

Temperature-drop due to Part Cooling Fan
Let’s finally also take a quick look at the extrusion performance of Revo and compare it to V6. I first did a simple extrusion test by feeding 200 mm of PLA at 210°C set nozzle temperature through the hotend, and measured how much material was really extruded. Up to 15 mm³/s, both hotends performed very similarly, and there was barely a visible difference. Only at even higher melting rates, there seemed to be a noticeable yet slight difference. So even though the meltzone of Revo seems to be slightly longer, the impact on the extrusion rate is minimal. As a more realistic test, I also printed meandering test parts where I increased the print speed every 5 mm, starting from an extrusion rate of 10 mm³/s to 20 mm³/s. Here Revo was a bit better than the old V6 and managed to even finish 16 mm³/s, which didn’t work with V6. In the end – both aren’t high flow hotends, but the flow rate they are able to achieve should be sufficient for 90% of users printing with a 0.4 mm nozzle.

Extrusion Performance
I have to mention here that I had one Revo print core fail on me during the 200h of printing parts for the upcoming Voron 2.4 build. At some point, the temperatures reported back to the printer were significantly too low and jumped around starting at 170 °C. E3D replaced my heater core and told me this was a very rare event and probably caused by a poorly assembled unit where the insulation of the thermistor slowly failed, changing the measured resistance of the thermistor. This doesn’t seem to be a series problem, but they are taking measures to prevent that from happening in the future. Still, if you think you have a similar behavior on your heater core, contact E3D’s support for assistance!
So, in summary – do I think Revo is the long-awaited successor to V6, and should you be buying one? It is a bit more expensive than their old hotend, and for the moment, there aren’t any abrasion-resistant or high-flow nozzles available. The temperature drop problem is not great, but in my opinion, no deal-breaker. Everything else is really nice. Nozzle-swapping is way more convenient, and where in the past I changed nozzles maybe once every other month, I find myself now selecting a suitable nozzle for every print that I do. The heater core is excellent. It uses less space and will allow better cooling solutions, but the most valuable thing is the properly strain relieved wires. Everyone who already had a big blob of material around their hotend will know that damaging wires on other common solutions is so easy. The Revo HeaterCore is so much more robust and should outlast your printer’s life if E3D does proper QC in the future. Still, if you have a printer that works and you always print with the same nozzle, Revo probably won’t tremendously improve your machine’s performance. Though if you anyways wanted to replace your old hotend or you’d like to change between nozzle sizes easier I’m very sure that you’ll love E3D’s new hotend! And for around 100 bucks it’s probably the best value for money option that you can find right now! Revo is the worthy successor to V6, and as soon as the ObXidian nozzles and high flow variants drop will be the new go-to hotend for printers! Will I be replacing all my hotends with Revo? Not right now, because I still need machines on which I can test nozzles from 3rd parties but on my Prusa for example which I use a ton to print unreinforced materials, Revo will be a game changer in convenience! But what are your thoughts? Have you already ordered a Revo? Do you think about it, or is there a reason that Revo isn’t for you? Leave a comment down below!
📖 Further Links & References:
Revo Design Patent: https://euipo.europa.eu/eSearch/#details/designs/008670517-0002
E3D High Flow Patent: https://register.epo.org/application?number=EP21719221&lng=en&tab=doclist