3D Printing Trimmer Line
IMPORTANT: Please make sure to only 3D print trimmer line in well-ventilated areas where you're not constantly present. As some of you pointed out, some materials that are not primarily intended for 3D printing can release TOXIC FUMES when heated!
More information: https://www.instructables.com/Is-3D-Printing-Safe-or-DIY-Testing-for-HCN-from-/
If you ever used a garden trimmer, you might have noticed the trimmer line that's used resembles 3D printing filament closely and is often made from Nylon. Not everyone has a roll of Nylon at home because that's usually quite expensive and often not the easiest to print with. So my question was if trimmer line from the hardware store is a feasible alternative to real 3D printing filament if you, maybe just need it for a small part and don't want to spend half your allowance on a kilogram spool? So, I headed to my local hardware store and found Oregon trimmer line that's even 1.7mm in diameter. The roll with 15m, which is around 42g cost me 2.79€ and if you do the math, you end up not that much more expensive than if you would buy filament, and hey, it's available in your hardware store and you don't need to buy a full spool. There are half and full pound rolls available that are a bit cheaper per kilo. I was quite surprised that the diameter of my Oregon trimmer line was pretty consistent and basically perfectly in the range of what normal 3D printing filament has. Even the product description says that it's made from a Nylon co-polymer that's fortified with additives so it lasts longer and breaks less. Not too bad for mechanical parts, if we're able to print it!

1.7 mm trimmer line
So I guess let's load it into the E3D Toolchanger and see if it prints. I estimated a nozzle temperature of around 250°C since that's usually the lower range at which Nylons print. While loading the line, I already noticed what I feared but also expected. Nylon is quite a hygroscopic material meaning that it absorbs moisture that boils off if you melt it and ruins your prints. When you check the Oregon product page, it even tells you to keep the line moist so that it's less brittle. That resulted in quite a bit of steam and bubbles all over the extruded filament. Well, let's still find out how our 3D prints would look if we printed trimmer line, really right out of the box. I used 105°C on the glass bed and covered it with glue stick for better adhesion.

Moisture Bubbles
Printing still worked surprisingly well and the material didn't jam and left us with a foamy 3DBenchy that also was a bit stringy, which is to expect at this level of moisture. Also, the Lumpy Bumpy Vase I really started liking to use for benchmarking showed it's own esthetic with a foamy texture. Unfortunately, that also resulted in material building up at the nozzle from time to time that then wiped away and left nasty marks on the vase. Overall, the print results were not great but also not horrible. Layer adhesion was there, and the parts didn't just crumble apart. The parts have a really nice flex as I know it from other Nylon prints. Not the worst start, and trust me, we can make it better!

3DBenchy

Lumpy Bumpy Vase
We've obviously seen that the trimmer line contains quite an amount of moisture and is therefore not in the perfect condition for 3D printing. But let's dry it and see how that changes the results. Most polymers absorb water, and that's bad for the printing process and also mechanical properties. Almost all will benefit if we get rid of most of it. So I tossed another donut of trimmer line, yes that's how they call it, into my food dehydrator, turned the temperature all the way up to 70°C and left it in there. I regularly put the trimmer line on a scale since I didn't know how long we need to leave it in there. All in all, dried for almost a day in which I was able to remove more than 3% of moisture in the material, which is significant! Around 12 hours might have already been sufficient, but in this case, the drier, usually, the better.

Drying Graph
I took the makeshift filament out of the dehydrator and directly tossed it into a dry box because moisture pickup can be quite rapid, and I wanted my upcoming results to be as consistent as possible. So let's now take this material and print out exactly the same G-Code of the 3DBenchy and the Lumpy Bumpy vase as before.

3DBenchy

Lumpy Bumpy Vase
Now look at this. I dare to say that those are probably one of the nicest looking prints I have seen in a while, and remember, they were printed with trimmer line from the hardware store! Extrusions are consistent, surfaces look nice and smooth, and stringing is minimum! Look at those bridges and overhangs! Incredibly impressive, or what do you think?
I think I was able to show, that if you dry this makeshift filament from the hardware store, it seems to print better and easier than even some commercial filaments! The most important question still needs to be answered; Is hardware store trimmer line also usable for mechanically stressed parts? To answer that question, I first printed 3DMakerNoobs temperature tower to see how the print results change at nozzle temperatures between 230°C and 270°C. I started at the highest temperature and then lowered it in 10°C increments for every step. The results didn't differ as significant as one would expect. The only major thing is the higher amount of stinging at raised temperatures – everything else looked basically the same. If I aim for the best material strength, I tend to break the small spikes with my finger to see if there's a difference. 270°C and 260°C snapped in the middle, 250°C and 240°C at the base but kind of stayed connected, and the lowest temperature just cleanly snapped away without leaving a mark. In the end, I decided to go with 255°C for the strength test samples and no cooling fan.
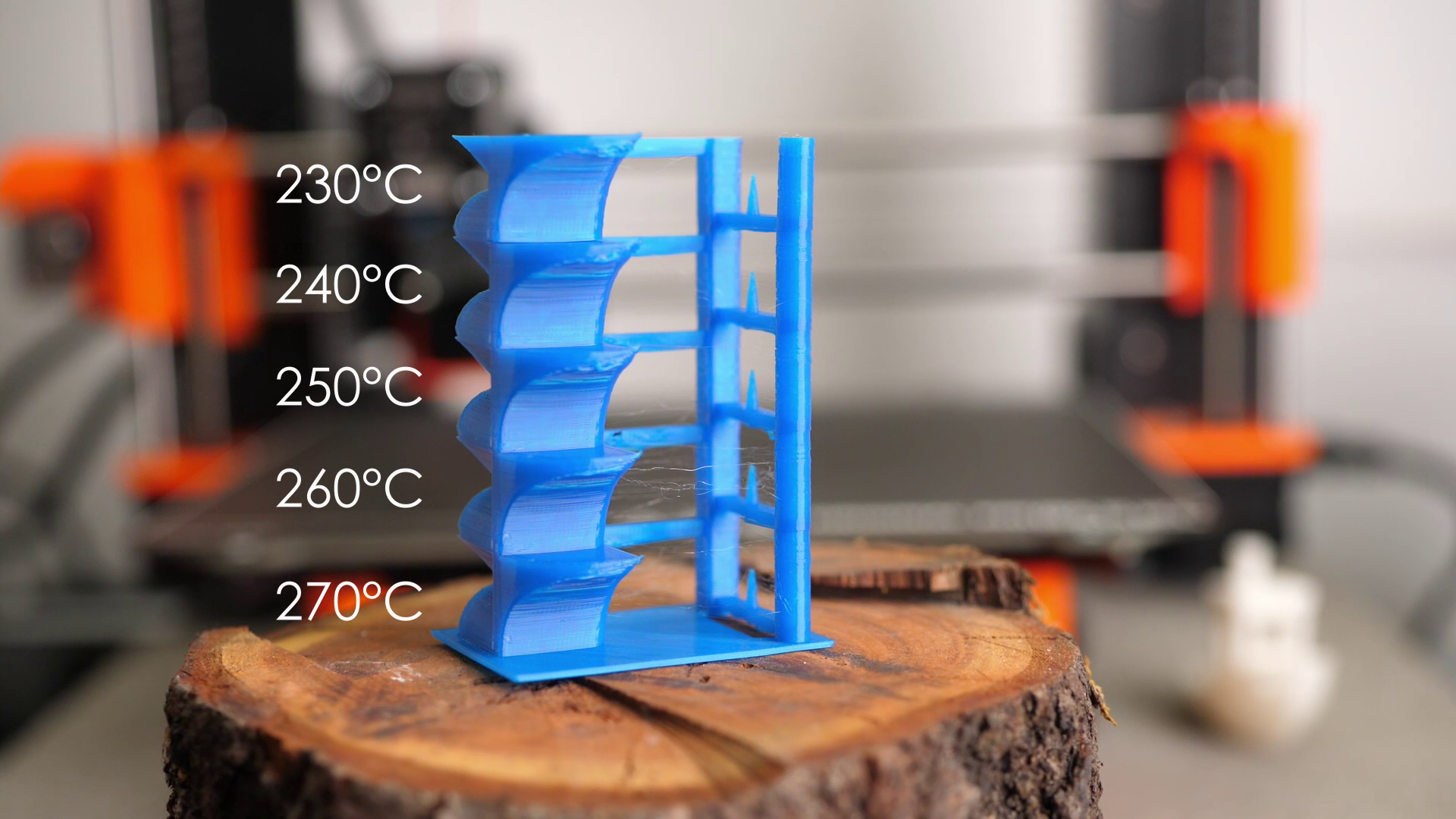
Temperature Tower
The test coupons were printed on the Prusa Mk3, which sits in my basement, because I wanted to have the slight smell during printing out of my office. I again printed on a layer of glue stick that I put on the PEI sheet. Bed adhesion was quite good at the 105°C I used and no part lifted during printing. Since I had a limited supply of material, I only printed my test hook, mini tensile samples, four vertically and four horizontally, and three impact test samples.

Test samples on Prusa Mk3
I didn't test the parts directly, because as we've already talked about before, Nylon significantly changes its properties once it absorbs moisture. Water is acting as a plasticizer and makes it less brittle and more ductile. This is the same with injection molded Nylon, where parts need to be stored for a bit until they are used or companies even put them in conditioning chambers with raised humidity and temperature to quickly raise the moisture level to a height that they also would reach after a couple of weeks in open air. For my part, I stored the samples for 28 days in my office and checked the moisture content regularly with a scale. Even though the parts were not yet at their steady-state level, they already absorbed 1.3% moisture, probably resulting in more realistic strength values, so I went with that.

Moisture uptake over 28 days
Let's start with the tensile strength. I put the samples, one after the other, into my DIY universal test machine, where they are loaded at a constant speed until they fail. Let's first look at the horizontal specimens. The average tensile strength was 38MPa. This doesn't make it the strongest material but what's significant is the amount the material yielded until it failed. And technically speaking, in the end, the material didn't break, but the individual layers separated from each other. Let's next take a look at the vertical specimens. I didn't have high hopes for layer adhesion because one sample already broke while handling, and the spikes on the test tower also were not crazy strong. The average strength was 27MPa, which is way more than I expected and 70% of the lying samples. The only thing is that the results scattered quite a bit and only one failed at the section where it was supposed to. Though with the other ones I had the impression that they failed at printing defects where material that stuck to the nozzle wiped off. Toughness also was way lower, but that's pretty common. So quite impressive results, again for hardware store trimmer line!
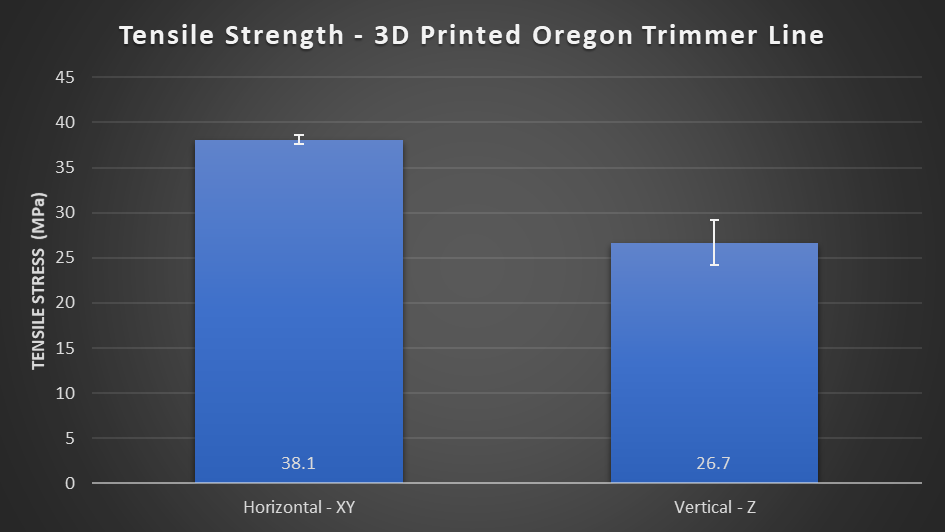
Tensile test results
Let's next test my usual hook that I use for simulating a more realistic loading scenario with tension and bending. The hook was able to bear around 30kg of load. I say around 30kg because due to the flexibility and toughness of Nylon it bends rather than brakes.

Test Hook
Let's finally take a look at the impact strength. The product description of the trimmer line already praises the material being fortified with additives so that it lasts longer and breaks less. Let's see if that's true. The samples are clamped in a small vice and then impacted by a hammer with known potential energy. The tougher the material, the more energy it absorbs during the impact and the less far the hammer swings after hitting the part. The samples absorbed an astounding 75 to 92% of the hammer's energy resulting in an average impact strength of 51 kJ/m² and therefore becoming the new king of impact strength in all the tests I did so far! Amazing!

Impact Strength of some 3D printing materials
All right, so let's answer the initial question: Can you 3D print trimmer line? Yes you can and not only does it kind of work; after drying the material for a night, it performs better than I ever imagined! Printability is excellent even working at temperatures that Bowden hotends could handle, and quality is awesome. Material strength is similar to what I've seen in the past with other Nylons with decent layer adhesion and impressive impact strength. So if you're in the hardware store next time, maybe check the garden equipment aisle and see if you can find some of it. If the diameter is below 2mm I'm quite sure you could also get away with the other shapes that they sell and just adjust flow accordingly. My Oregon trimmer line wasn't that expensive and you have the advantage that you don't need to buy a full roll to start with.
Buy 1.7 mm / 0.065" Oregon trimmer line (Affiliate): https://geni.us/Saus